












步骤1:聚丙烯无纺布专用料
步骤2:聚丙烯纤维生产
步骤3:喷熔无纺布生产
步骤4:驻极处理
步骤5:口罩生产
步骤6:环氧乙烷消毒
步骤7:进入销售环节
放在往常,中国每天最多能生产多少口罩?工信部数据显示,产能是2000多万只/年。据悉,中国拥有全球近一半的口罩产能,2015-2019年中国大陆地区口罩产业高速发展,产值增长率维持在10%以上。2019年中国大陆地区口罩产量超过50亿只,产值达到102.35亿元。其中,可用于病毒防护的医用口罩占比高达54%。
2月5日,在国务院联防联控机制新闻发布会上,国家发展改革委社会发展司副司长郝福庆介绍,截至2月3日,全国22个重点省份口罩产量已经达到1480.6万只,比前一日环比增长3.1%,产能利用率达到了67%,环比提高2个百分点。其中,最紧缺的N95口罩已经达到11.6万只,环比增长48%。其他的医用口罩日产量998万只,环比增长36%。
国家发改委秘书长丛亮介绍,目前,从全国情况看,除湖北外的各省(区、市)正在逐步复工复产。据2月10日全国22个重点省份的最新数据显示,大家关心的口罩企业的复工率已经超过76%,防护服企业的复工率为77%。
模切之家提醒您:外出记得佩戴口罩,抗菌隔离也很重要。安可抗菌健康膜,保护您的健康!


但距离每天每个公民有一个口罩可用,还存在很大缺口。
腾科宝迪的员工正在加紧生产 图源南宁日报
工信部在官微中表示,实际上,中国口罩生产秒速,仅需0.5秒/只,然而,一个解析消毒的标准流程,需要7天到半个月。中国医药集团董事长刘敬桢近日在接受媒体采访时表示,中国生产口罩的速度已经很快了,仅需0.5秒/只。然而口罩生产出来之后,还要走一个解析、消毒的流程,一般需要7~15天。
一台俗称打片机的口罩本体制造机,从原材料入料到成品完成,均可一条线自动化作业。产能可达到120片/分钟以上。即0.5秒/片。
专职的、跨界的、海购的、华人捐赠的,口罩和防护服等紧缺医用物资被各种积极方式雪中送炭。算上需要7-14天的静置时间,除夕前后生产的口罩正在或者即将出厂,支持疫情控制。相信再过1-2周,老百姓手中的口罩紧缺情况将得到很大的缓解。
报告预计,2020年受冠状病毒疫情影响,医用口罩产值增长率将显著提升(增长率预计可达28%),将拉动整个口罩产业产值增长,全年口罩产值将突破130亿元。

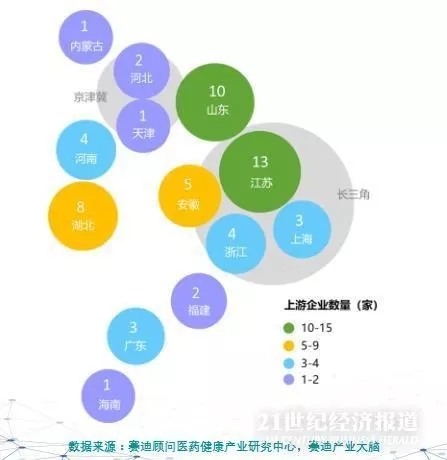
图源:赛迪顾问、21世纪经济报道
口罩产业链清晰,上下游衔接顺畅,产品成熟度高。产能分布集中在长三角和京津冀区域,且与区域产业基础有直接关系:上游原材料与中游生产企业多集中在传统医药基础良好的长三角地区,下游流通企业过于分散。
分产业链来看,在上游,长三角地区是医用口罩产业链上游企业分布最集中的区域,企业总量占比达43.8%。其中,江苏省、山东省企业分布最多,分别为13家、10家。
在中游,长三角地区是医用口罩产业链中游企业分布最集中的区域,企业总量占比达40%。其中,江苏省、河南省企业分布数量最多,分别为24家、21家。
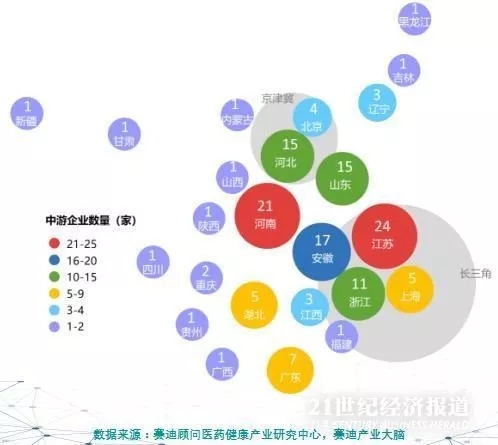
图源:赛迪顾问、21世纪经济报道
在下游,长三角、京津冀地区是医用口罩产业链下游企业分布最集中的区域,企业总量占比达64%。其中,北京、上海企业分布数量最多,分别为380家、189家。

从技术上看,报告指出,医用口罩一般由三层组成,上下两面都是PP无纺布,中间一层一般选用20克重的熔喷布,起主要防护作用。而医用口罩防护等级高低的核心取决于熔喷布。
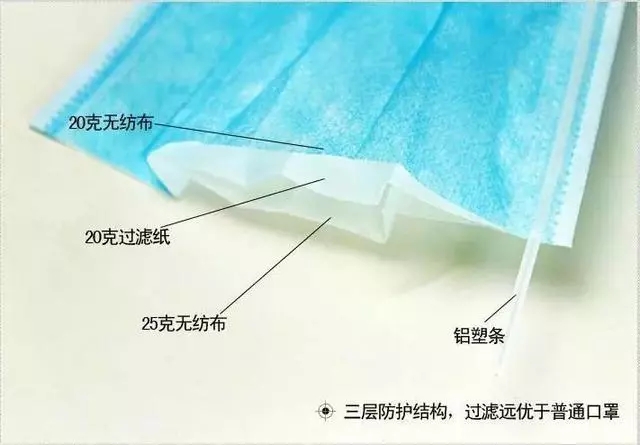
据悉,熔喷布以聚丙烯为主要原料,纤维直径可以达到1-5微米,这些具有独特毛细结构的超细纤维可以增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性,可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料及擦拭布等领域。

图源:赛迪顾问、21世纪经济报道
报告称,随着人们环保意识的不断提高,可生物降解聚合物原料被不断采用,原料复合和工艺复合不断增强产品的防护能力,提升产品的可靠性。
以下为报告按产业链划分的部分企业目录:

图源:赛迪顾问、21世纪经济报道
中国口罩前十大品牌排行榜显示,3M、绿盾口罩、Honeywell 霍尼韦尔、UVEX、Kowa三次元、稳健Winner、阳普IMPROVE、白元 HAKUGEN、Dettol 滴露、朝美CM为我国口罩前十大品牌。其中3M位居榜首。

据中商产业研究整理数据显示:目前医用口罩许可证共有559张,分布在全国26个省市353家企业。按企业数量分布来看,医用口罩企业主要集中河南、江西、江苏、湖北、广东等省。

口罩和防护衣的材料无纺布是怎么来的
非织造布是指将纺丝成形的纤维排布或喷射到基底上,经不同形式的固化成型后得到的一种有序或无序的纤维非织造片材。非织造布具有成本低,用途广泛的优点。
(1)纺黏法
纺黏法(spinning fusion)是成型无纺布应用最广泛的一步法纺丝成型工艺。纺黏法非织造布采用连续长丝纤维成形,生产线速度高,产品强度较高、尺寸稳定性好,但蓬松度低、成网的均匀性和表面覆盖性稍差。
纺黏法将纤维纺丝技术和非织造成型技术相结合,利用熔体纺丝原理,原料经挤出机熔融混炼后,由纺丝机头的喷丝板挤出,形成熔体细流。采用高速骤冷空气对挤出的熔体细流冷却,同时使纤维在冷却过程中受到拉伸气流的拉伸作用,形成强度较高,性能较稳定的连续长丝。长丝经分丝工序,形成分布均匀的单丝结构后,被铺放在带有负压的网帘上形成非织造纤网。纤网再经过后续的加固装置,进行热轧加固、针刺加固或水刺加固定型后,经卷取装置收卷得到产品。其中关键步骤是熔体纺丝、初生纤维气流拉伸、纤维成网和纤网定型。

1、熔体纺丝
原料经需预先干燥处理,以避免高温加热熔融时降解,特别是避免水分在高温下汽化形成“气泡丝”,从而造成毛丝或断头,影响产品质量和正常生产。纺丝工艺的控制主要从以下几个方面进行。
纺丝温度的控制:主要是控制喷丝板等纺丝组件的温度。适宜的纺丝温度应使熔体保持足够的流动性,保证喷丝顺畅,且熔体的均匀性和可纺性高,从而使后续的气流拉伸工序可以顺利进行,且纤维取向度高。纺丝温度控制在熔点和分解温度之间,适当提高纺丝温度,可改善熔体流动性。
纺丝熔体压力的控制:主要是控制熔体在纺丝箱体内的压力。若熔体压力太低,熔体流量在喷丝板上分配不均匀,挤出熔体细流直径不均匀。若熔体压力太高,则易造成喷丝孔挤出熔体破裂。
纺丝速度的控制:纺丝速度影响纤维线密度的大小和均匀性,以及非织造布的质量。纺丝速度过低,挤出熔体细流冷却过快,导致拉伸易断丝。而纺丝速度过高,熔体细流不能及时冷却,导致出现并丝,影响非织造布质量。
2、初生纤维气流拉伸
为了提高非织造布的性能,同样需要对初生纤维进行拉伸取向,以提高纤维的取向度和结晶度,从而提高纤维的物理机械性能。在纺黏法非织造布生产中高,由于纺丝、拉伸、分丝、铺网、加固等后续工艺是连续高速的,对纤维的拉伸时在很短时间内完成,并且还要对纤维提供理想的冷却效果,因此纺黏法非织造布的生产多采用气流拉伸。
气流拉伸工艺的原理:丝条又喷丝孔挤出,并经侧吹风冷却后,直接被吸入气流拉伸设备的吸丝口内。在拉伸设备的气流风道内,拉伸气流由纤维测向吹入,纤维在高速、高压拉伸气流的夹持作用下迅速加速,并通过拉伸喷口实现拉伸。气流拉伸设备主要有管式牵伸机、窄狭缝式牵伸机和宽狭缝式牵伸机。
对气流拉伸过程的控制,主要通过牵伸机结构(在定风量情况下,牵伸喷口和风道越小,牵伸速度越高,纤维强度越高)、牵伸风的风温、牵伸风的风压和风速、冷却条件。
3、纤维成网
纤维成网是将经熔体纺丝和气流拉伸后成型的连续长丝进行分丝处理,使单丝均匀分散开之后,铺置到成网帘上,形成均匀纤网的过程。对于纺黏法非织造布成型工艺,由于采用连续长丝成网,分丝、铺网时间较短,且高速拉伸气流的扰动剧烈,因而很难控制纤维长丝的运动,影响纤维成网的均匀性,因此纺黏法工艺不能成型薄型的非织造布。
纤维的成网工艺,首先需要对经过气流拉伸的纤维长丝进行分丝处理,其目的是将丝束分离成单根长丝,以防止在铺网时纤维粘连,影响纤网的均匀性。分丝方法主要有静电分丝法、机械分丝法、气流分丝法等。经分丝处理后的纤维长丝,采用不同工艺均匀地铺放在成网帘上,形成无纺纤网。铺网工序需要控制纤维长丝按设定的轨迹运动,从而保证形成的纤网牢固、均匀。对纤维的运动的控制可以采用机械式和气流式,因而铺网的方法主要有排笔式铺网、打散式铺网、喷射式铺网和流道式铺网等。在铺网过程中,为了使纤网的结构迅速固定,并避免外界因素的影响,均采用负压铺网的方式,即在成网帘下方的空间,采用真空抽吸的方式,使成网帘上表面产生负压,从而促进对纤维长丝的收集和固定。负压铺网的方式一方面对纤维具有一定的拉伸效果,另一方面可以消散管式牵伸机喷出的高速气流,防止剧烈的气流扰动使纤维飞散。因此,在铺网过程中,对纤维铺网帘的要求较高,铺网帘往往要求具有良好的透气性、较高的抗张强度、足够的网帘幅宽和良好的抗静电性能,并且还要配备网帘密封装置,从而满足托架、输送纤网和分离气流的要求。
4、纤网定型
分丝和铺网工序成型的无纺纤维,纤维长丝之间仅仅是简单的物理缠结,结构尚不牢固,因而需要进行加固和定型处理,才能最终生产出高强度、低延伸的非织造布。加固定型方法有热轧加固法、针刺加固法和水刺加固法等。
热轧加固法:主要适用于PP等热塑性高分子材料的纤网,原理是使聚合物纤维在热轧机中受热熔融,并在压力作用下,在热轧点/面熔合成一体,从而显著提高纤维的强度,实现非织造布的加固定型。热轧机由加热刚辊和弹性辊组成,可以有点黏合和面黏合等黏合方式,点黏合时采用带有不同轧点形状的刻花辊,面黏合时采用抛光刚辊。
针刺加固法:采用成排的具有三角形截面(或其他截面),且棱边带有倒钩的针刺对纤网进行反复穿刺。刺针穿刺过程中,将纤网表面层纤维强迫带入纤网内部,并形成缠结结构,不再恢复。在纤维间的摩擦和缠结作用下,蓬松的纤网被压缩,并经多次反复穿刺后形成众多的缠结点,最终将纤网加固定型。针刺法加固工艺主要有预刺、主刺、花纹针刺、环式针刺和管式针刺等。针刺的运动方向通常垂直于纤网,但也有向上或向下的斜刺方向,斜刺可以提高针刺深度,使产品强度有较大提高,并可改善产品的尺寸稳定性。针刺法非织造布的纤维之间为柔性缠结,因而具有较好的尺寸稳定性和弹性,良好的通透性和过滤性,手感丰满。
水刺加固法:采用若干极细的高压水流,高速喷射到铺放好的纤网上,水流刺穿纤网后打在底层的输送网上,反弹回的水流再次穿透纤网,在水刺的反复穿透和复杂的湍流水流作用下,纤网中的纤维产生不同形式的缠结结构和大量的缠结点,从而使纤网加固定型。水刺加固法可提高纺黏无纺布的单线生产速度,该方法缠结点多,不损伤纤维,生产的无纺布强度较高、手感柔软、并且无黏合剂。
(2)熔喷法
熔喷法(melt-blowing)是将经螺杆挤出的熔体用高速高温气流喷吹,使熔体细流受到较高倍率拉伸而形成超细短纤维,然后堆积到凝网帘或成网滚筒上,形成连续的短纤维网,后经自黏合作用或其他加固工艺而制作非织造布。
熔喷法非织造布的加工同样采用了熔体纺丝的方法,即由喷丝孔挤出熔体细流成形纤维。但与纺黏法不同之处在于,熔喷法采用的喷丝机头,在其喷丝孔两侧具有特殊设计的风道(气缝),加热的高压空气从风道中吹出,对熔体细流进行高速拉伸,从而喷吹成超细的短纤维。超细短纤维经喷丝机头下方的冷吹风冷却后,以很高的速率喷射到带有负压的纤维收集装置,主要是凝网帘或成网滚筒,形成纤网。最后,通过自黏合作用或热黏合等方法加固定型后得到成型非织造布。

该方法可制成薄型片材,也可以制成较厚的毡状材料。熔喷法非织造布是采用超短细纤维成形,生产线速度低,工艺流程短,但更为复杂。熔喷非织造布产品比表面大、蓬松度高、过渡阻力小、过滤效率高,表面覆盖性和屏蔽性能好,但强度较低、尺寸稳定性差、耐磨性不佳,加工过程耗气量大,能耗高。
尽管熔喷法非织造布的生产流程较纺黏法有所缩短,但其工艺过程更为复杂,影响因素较多:
1、熔体纺丝:熔喷法纺丝过程中,纺丝纤维细、加工量大、牵伸速度快,因而对于挤出喷丝的熔体具有较高的要求。为了满足产品质量的更高要求,要求挤出熔体压力稳定、熔体细流均匀,原料塑化完全。为了避免熔体中的杂质过多堵塞喷丝头,影响喷丝的连续性,熔体进入熔喷模头前需经过过滤装置。
2、喷吹拉伸:生产过程中,加热的高压空气从拉伸风道中以很高的速度吹出,对由喷丝孔挤出的熔体细流进行高速拉伸从而喷出成超细的短纤维,因此,拉伸气流的速度和温度对熔喷短纤维的成型和拉伸有较大影响。拉伸气流速度越高,喷吹出的短纤维直径越细,但流速过高会影响纤维的收集。拉伸热空气的温度不可太低,要能够使熔体保持黏流状态。
3、纤网成型:热空气喷吹拉伸得到的超细短纤维,经吹风冷却后,被吹向凝网帘或带有网孔的辊筒等收集装置上,凝网帘下部或多孔辊筒内部由真空抽吸装置形成负压,纤维被收集在凝网帘或多孔辊筒上,依靠自身黏合或加热黏合成型。从机头喷丝孔出口到凝网帘或多孔辊筒表面的垂直距离称为纤网的接收距离,纤网接收距离对非织造布产品的透气性、强度等性能有较大影响,并且还影响短纤维的拉伸比以及纤维的铺置范围。纤网接收距离增大,喷吹的短纤维到达收集装置表面的时间延长,同一位置上收集到的纤维数量减少,纤网结构更加蓬松,因而非织造布的孔径和孔隙率均变大,透气性变好,过滤效果提高,手感蓬松,但非织造布的拉伸强度和顶破强度均有所下降。接收距离减小,纤维冷却效果差,纤维之间易黏合,并成为卷曲团聚状态,因而使纤网蓬松度降低。从外,根据接收距离对纤网结构的影响,纤网成型过程中如果采用连续改变接收距离的工艺,可生产出具有密度梯度的非织造布,可用于分级过滤的滤芯材料等。
(3)复合法
为了克服熔喷法非织造布强度低、尺寸稳定性差的缺点,最早由美国Kimberlley公司开发了由两台或多台熔喷机和纺黏机组成的复合非织造布生产工艺,纺黏/熔喷复合法(SM或SMS)。
SMS(Spunbond/Meltblown/Spunbond)复合法的原理是在两台纺黏法非织造布成型机之间加入一台熔喷法非织造布成型机,从而组成复合生产线,用以生产纺黏纤网和熔喷纤网互相叠层的非织造布。该工艺结合了长丝纤维纤网强度高、尺寸稳定性好的优点,以及超细短纤维网蓬松度高、透气性好的优点,从而复合出综合性能优良的非织造布,并已被广泛用于手术衣、过滤材料等方面。
SMS复合法生产过程中,在同一条生产线上,同时具有两个纺黏喷丝头和一个熔喷模头,先由第一个纺黏喷丝头喷出长丝形成第一层纤网,为连续长纤维纤网,主要为复合非织造布提供强度和刚性,因而通过控制纺黏纤网的量,能够调节复合非织造布的强度、柔软性和手感;再经过熔喷模头在上面形成第二层纤网,为熔喷超细短纤维纤网,控制喷出量可以控制复合非织造布的透气性和过滤性能。三层纤网经过热轧机黏合或自黏合成型SMS非织造布。由于熔喷生产效率低,要保证产品质量和性能必须牺牲纺黏线速度,可通过增加熔喷模头数量以提高生产率。
素材来源 | 中国石油、中商产业研究院、侠客岛、21世纪经济报道、赛迪顾问、周二聚烯烃等
来源:聚烯烃人





