










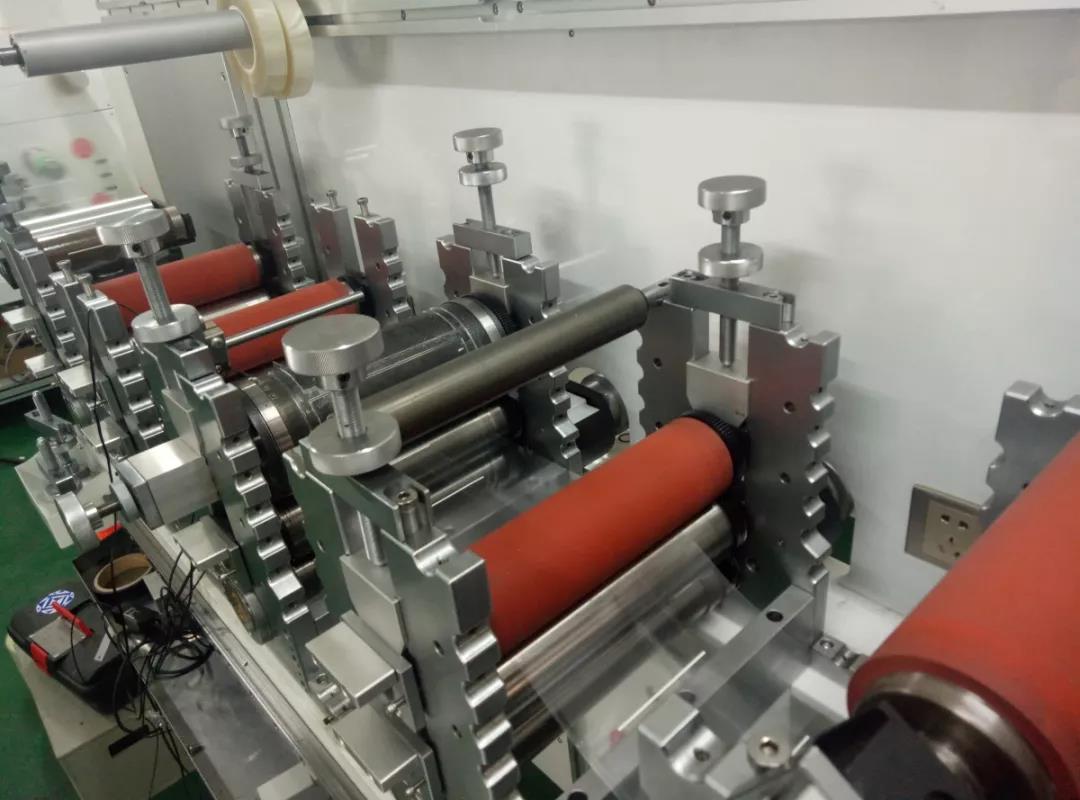
圆压圆模切机主要是利用齿轮传动来达到连续滚压模切的作用效果。通常是一个带有齿轮的主动轮,在垂直方向上驱动一个带齿轮的钢滚,再在垂直方向上驱动圆刀。材料经过圆刀和钢滚之间便被模切出刀模的形状。根据生产要求可设计成不同的工位(即主动轮的个数),目前我公司可量产2-20工位的圆刀模切机,宽度可根据客户要求进行定制。

1,尺寸控制方法
(1)模切深度:模切生产中,对于材料的模切深度会有不同的要求,通常情况下,将材料全部切断的我们称为全切。将材料模切到最后一层(一般为料带也叫底纸)即最后一层不切断的我们称为半切。刀锋和肩铁间有个高度差,即为最大切割深度。可以靠调节加力杆来微调控制;
(2)产品(即刀模)所在底纸上的纵向位置,靠调节材料位置或调整刀套上的旋扭来调节刀的位置。
一把以上刀具还要考虑几把刀对位尺寸,通常是靠改变其中一把刀的旋转速度来改变其位置,从而完成几把刀的对位。
2,圆刀模切机加工过程中的主要环节
(1)上料
就是材料上机。能否准确快捷地将材料上机走直,很大程度上影响调机和生产效率。上料时一般要位置放准,然后材料要有一定张力,即绷紧点,自然就会走正,换料时接头要接好。以保证接头顺利通过。
(2)排废
就是将模切生产中的废料带走,排废是圆刀模切机加工过程中的关键,也是难点所在。在长期实践生产中产生了多种方法,针对不同的情况,使用不同的方法。(圆刀模切的主要排废方式,点击下图进入)。

(3)对位
对于一把以上的圆刀加工的产品就要进行几把刀的对位。对位尺寸有两个方向的即横向尺寸和纵向尺寸。纵向尺寸靠刀套上的旋扭控制,一般调好后锁住,变化较小;横向尺寸变化会大一点。要对位的圆刀都会有对位标记,通常两把刀对位时设计成两个直角“┍” “┙”,最后形成“十”字。
对于两把以上的刀具,对位标识不同的工程师会有不同的设计,以下是其中的一种方法,图为四把刀的对位:
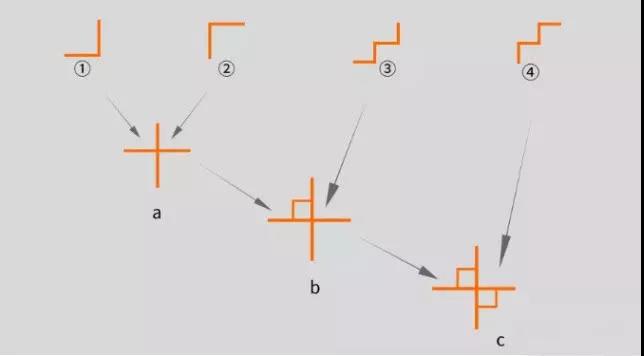
这种方法即可看最后的合成效果c,又可监控单个a、b的效果,而且还可逐个对位方便调试。
通常我们会选择一个作为基准,即主刀不用调,其它刀相对主刀来调试。选择主刀时可根据实际情况,以对位方便为准。
3,生产加工时的稳定性控制
加工过程中的稳定性即影响到生产的效率,又影响到产品的质量。
决定加工时稳定性的因素有多种,有工艺的因素,也有操作工技术水平的因素。一般当圆刀已开好做成,再更改刀具就会增加重新做刀的费用,因此,我们主要从操作常识上去提高生产稳定性。归纳起来有以下几个方面:

(1)整体张力要合适。整个材料在转动的过程中张力要合适,绷得太紧,产品容易收缩、变形、移位等;绷得太松则尺寸不稳定,变化大。所以要把握好全局的张力,如何控制好全局的张力,就要把握好各个收放料轮的张力。
(2)收放料时尽量采用恒定的张力。对于容易滑动的材料要用挡板夹住,防止材料左右移动,有胶的材料放料时不要露胶到处粘。
(3)添加辅助滚轮。在材料易皱、不平稳的地方,可添加辅助滚轮,添加时要注意角度合适。
总结:
圆刀操作说其实难也难,说简单也简单;“简单”就是看有无融会贯通各个配件和辅助的作用,然后灵活使用。“难”在圆刀操作时候影响产生不良原因非常多,有时候一个很小的问题没注意到可能你就会一直不稳定下去。所以,对圆刀机的功能、部件结构和辅助配件的的使用一定要非常熟悉。
温馨提示:本文来源于丰日企业,转载只为行业交流,如有侵权可联系小编删除,若有转载请注明出处,谢谢!
投稿联系人:莫小姐 136-8628-7350
投稿邮箱:874898085@qq.com





