天线制造技术在低频段主要是线圈绕制法,一般的超高频和高频天线制造方法主要存在蚀刻法,电镀法,印刷法。 蚀刻法
首先在覆有金属箔的P E T薄膜上印刷抗蚀油墨来保护天线线路图形在蚀刻中不被溶蚀掉,接着烘烤,蚀刻,清洗得到我们需要的天线图案。
这种方法的优点是:工艺成熟,天线生产的成品率很高,而且天线的性能一致性很好;而缺点就是:蚀刻工序很慢,导致天线生产速度慢;由于利用了减成工艺, 很大部分的铜箔都被蚀刻掉, 所以导致其成本比较高。
印刷法
通过导电银浆把天线图案印刷在P E T基材上, 然后烘烤固化, 就得到了天线的制造过程。这种方法的优点是:生产速度快,而且可以实现柔性化生产,可以适用于小批量生产。
这种方法的缺点是:1 导电银浆的导电性远远不如铜箔( 大概为其1/20),天线的导体损耗比较大,导致天线效率不如蚀刻法天线;2 导电银浆对PET基材附着性不好,容易脱落,导致天线的可靠性不高。3 最近银价大涨,导致导电银浆的成本大幅增大,削弱了其成本的优势。
电镀法
首先用导电银浆(厚度薄于印刷法)或其他电镀种子层把天线图案直接印刷在P E T基材上,烘烤接着电镀加厚,从而得到天线成品。这种方法的优点是:生产速度很快,天线导体损耗少,从而天线的性能好。缺点就是:初始的设备投资很大,而且其只适合大批量生产。
真空镀膜法
先以印刷方式将Masking印刷在PET基材上形成RFID天线的反图案,再以真空镀膜方式镀上铝层或铜层, 最后经由D e - m a s k i n g制程便形成了RFID天线。
这种方法的优点是:生产速度快,成本比较低;缺点就是:沉积的膜大概在2μm左右,远远低于蚀刻和电镀的1 8μm。天线的性能介于蚀刻和印刷之间。真空镀膜的设备大概一台1 0 0万美元, 设备投资很大。跟电镀法类似适合大批量生产。
也有人尝试先印刷含铂油墨到P E T基材上形成天线图案作为种子层,然后化学镀铜。它的优点是含铂油墨相比导电油墨便宜。但是化学镀铜的速度更慢而且沉积厚度大概几个微米。
此外,高频天线也存在一个布线法,即把漆包线(大概在0.25mm)穿过超声头,超声头按照设计的图案走线;走线过程中,漆包线与PVC基材超声连接起来。这种方法的天线性能很好,可靠性也高,就是成本相对蚀刻法还要贵一些。
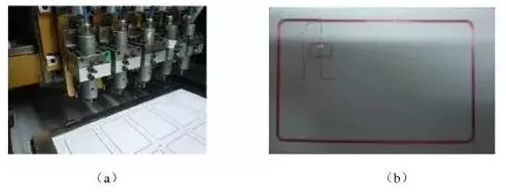
图1 (a)布线法超声键合头;(b)布线法制造出来的高频天线
模切技术介绍
由于主流的蚀刻法生产速度慢,浪费材料,而且污染环境;而印刷法的导电银浆成本居高不下,天线可靠性也不高;这一切导致人们开始开发新的低成本,高性能天线制造方法。因此,我们有了采用模切技术来加工不干胶结构材料来生产RFID天线。
模切技术原理
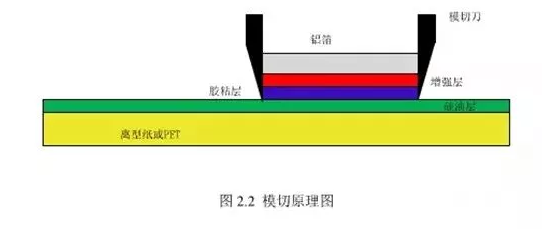
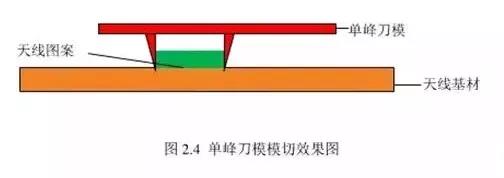
模切技术其实属于一种裁切工艺,把不干胶材料放在模切机的模切台上,然后按照事先设计好的图形进行制作成的模切刀版施加压力,使刀锋对应的地方受力断裂分离, 从而得到所需要的形状, 如图2。不干胶材料的模切一般仅仅将面材和胶粘层切穿,即半切穿,保留底纸和其表面的硅油涂层;最终使模切成型的标签保留在底纸上。
模切材料
R F I D天线一般是由一层1 8 u m厚的铝或铜加上1 0 0 u m厚的离型纸构成的。铝或铜层是作为功能层,在它上面形成RFID天线的图案形状;PET是作为天线图案的承载层,主要起着机械支撑的作用,此外,P E T基材的介电常数和厚度也会影响天线的谐振频率。这种结构与传统的不干胶结构很类似,只不过不干胶中间多了一层增强层;所以我们采用天线做成不干胶结构形式。我们模切所用的材料有三层结构:带硅油的离型纸或PET(大概100μm),粘胶层(大概20μm),带增强层的铝箔(大概35μm),如图3;

其中硅油主要是为了便于分离废料, 增强层主要是为了加强铝箔, 便于排废。
模切机
模切机主要是通过控制压力来完成模切。其工作原理是利用模切刀、钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将材料轧切成你所需要形状。
根据模切底板和压切机构的不同,模切机可分为平压平、圆压平和圆压圆三种类型。
RFID天线模切方案
RFID天线模切特点分析
(1)模具要求:
1、虽然我们采用不干胶的结构来制作我们的天线, 但是我们的面材是金属铝或铜。金属比较容易损耗刀模,对于非金属材料,蚀刻模一般可以模切20万次,对于金属来说大概在2万次左右就必须修模或废弃。所以我们选择好一点的模具材料也可以对刀锋处进行热处理来提高刀锋的硬度。
2、RFID天线图案比较精细复杂,间距也比较小,一般线宽在1mm左右。
所以我们选择精度高的蚀刻刀或者是雕刻模,而且一般选择单峰刀模,有斜角的面朝外,没有斜面的朝内,这样保证切出来的线宽是1mm,而且平直。如下图所示:
(2)模切材料要求
前面提到面材的强度对排废具有很大的影响。我们所用的铝箔一般在1 8μm左右, 此时它的强度十分弱, 基本上用手一扯就破了; 直接采用一单层铝箔或铜箔作为面材,强度明显不够。为此,我们在铝箔的背面增加了一层增强层,在这里我们选择为10μm厚的PET。
为了节约成本,我们选择离型纸作为天线基材。粘胶为了排废和模切的方便,我们选择水乳性的胶作为我们的胶粘层。胶层厚度在20μm左右。
(3)排废难点分析
RFID超频天线图案精细复杂,导致模切工艺的排废异常困难。这也是模切天线的困难之所在。具体说来存在以下几个特点(我们以NXP提供的参考天线为例,图5):
1、存在闭合环, 一般偶极子天线为了把阻抗调到与芯片共轭匹配,其天线结构中都存在T型匹配结构或电感耦合结构; 这些阻抗匹配结构基本上是一个闭合的圆环。直接排废基本上不可能。
2、天线结构中为了调节天线的实部部分,T型匹配结构只是与天线辐射部分在中间部分相连。T型结构其他部分与天线辐射部分存在一个间隙。此间隙与弯折线和正常的排版方向垂直,一般不好排废。
3、偶极子天线为了小型化, 一般采用了弯折线技术。弯折线的间距一般在1mm-2mm左右。弯折高度大概在8mm左右。这些细长的弯折线是比较难排废。我们在加了增强层以后, 发现一端的弯折线间隙可以直接排掉,另一端的弯折线间隙不好排掉。
4、同样为了小型化, 天线末端有时也会存在折合结构, 这相当于大半个闭合环,给排废带来了比较大的困难。

粘胶模切排废方案
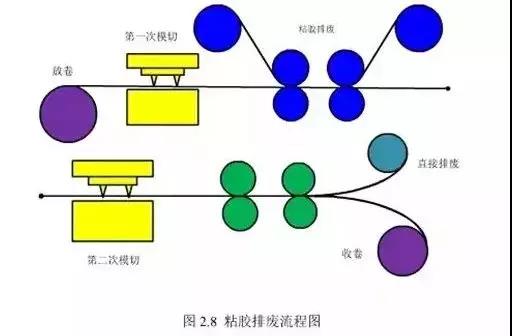
针对R F I D天线精细复杂的情况,我们提出了两次模切两次排废的天线制造方案。我们把天线分为内部图案和框架图案两大部分。框架图案是一个很规则的图案可以直接排废;而内部属于比较难排的图案,我们把其分为一个个分离的图案,用粘胶把其粘掉排废。见下图:
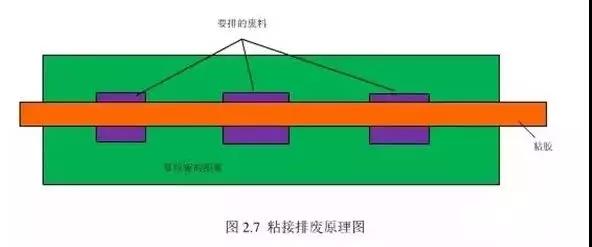
(1)粘胶排废原理
粘胶排废主要是基于粘接力的相对大小来达到排废的目的。如图7所示,紫色部分为要排废的部分,它们是一个个分离的“孤岛”。要保留的图案部分是整体连接在一起的。粘胶带附在要排废的图案上面。当粘胶揭起经过“孤岛”时,由于“孤岛”部分面积相对而言很小,粘胶带队“孤岛”部分的粘接力大于“孤岛”部分与离型纸的粘接力,“孤岛”部分被转移到胶粘带上。当粘胶带要经过要保留的图案时,要保留的图案的面积很大, 胶粘带对"孤岛” 部分的粘接力小于要保留图案部分与离型纸的粘接力,所以要保留的图案继续留在离型纸上。这样的话,分离的“孤岛”本分就被粘胶带带出,而要保留的图案层继续留在离型纸上,从而达到了排废的目的。
(2)排废流程图与图案过程变化图
具体流程见下图
以N X P提供的参照天线为例,图9是模切过程中的天线图案的逐步变化图

图9 NXP提供的参考天线排废过程图案变化图
(3)具体实施过程
按照粘胶排废方案, 我们选择两台3 0 0 m m宽平刀模切机。两台复合机,一台贴合机、一台剥离机。
贴合即负责把胶带贴合到不干胶上面的铝箔上,剥离机负责把粘了废料的胶带回收起来。由于离型纸上的硅油作用,铝箔对离型纸的黏力很小(50g就算超重剥离力),一般的胶带粘接力都可以达到100g以上,所以粘接力一般没有问题。粘胶带的宽度一般比最大废料的宽度要窄一些。
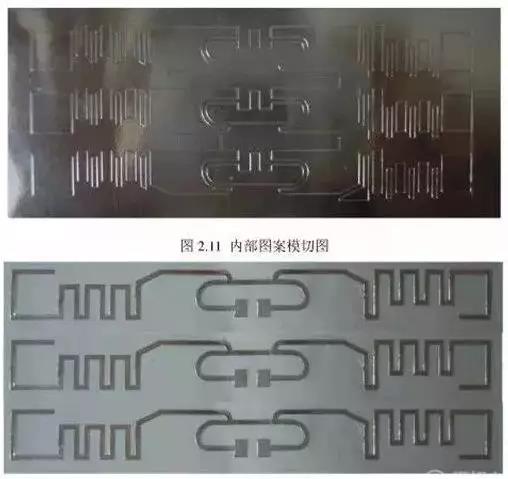
我们按照前面提到的流程,把天线图案按照内部和外框分别开了两副模具,为了提高产出率,我们在一副模具上做了三排图案,具体见下图:
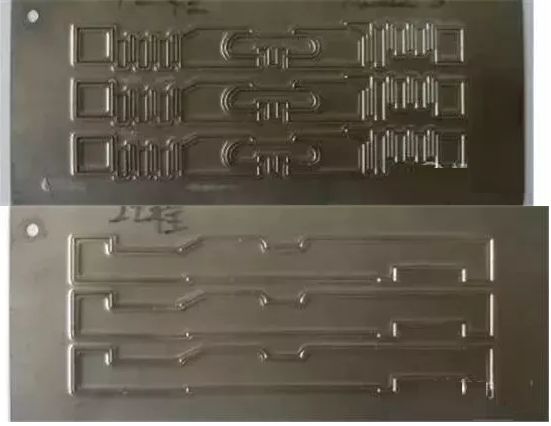
图10 ( a)内部图案模切模具; ( b)外框模切模具
模切过程实物图:
3
模切天线与蚀刻天线性能比较
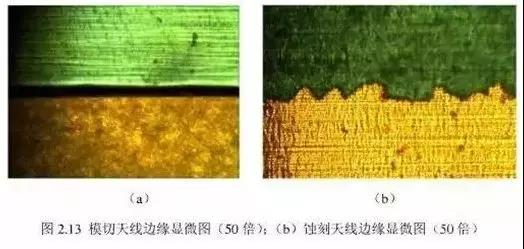
(1)边缘整齐性:由于模切天线是机械切出,它的边缘非常平整。而蚀刻法制造的天线,由于化学腐蚀的侧蚀作用,边缘是凹凸不平的。具体见下图:
(2)生产速度:模切机的速度是3次每秒,假定刀模有3个图案,机器一天工作1 2小时,那么我们每天可以生产天线4 0万张,这不仅远远高于蚀刻法的速度,而且比印刷法还要快。
(3)图案精细方面:蚀刻法精度可到0 . 2 m m,适合芯片直接倒装在天线上; 模切法的精度大概在0 . 5 m m左右, 所以必须通过模组转移的方式来完成天线与芯片的互联。
(4)图案的确定性:蚀刻法天线图案是牢牢粘在P E T基底上面,而模切法制出的天线由于其离型纸上的硅油,天线图案不是固定的,容易滑动造成图案失真。这需要生产过程中尽可能的减少人工的干预。
发布新闻:
投稿联系人:莫小姐 136-8628-7350
投稿邮箱:874898085@qq.com