











(1)复合薄膜的结构
图7-8为典型的复合薄膜结构。由纸、铝箔、聚乙烯构成的层合膜是复合膜的主要品种。在包装工业中常用缩写的方式表示复合的结构,如纸/PE/铝基/PE。写在前面的是外层,写在后面的是与产品接触的内层。外层纸可提供拉伸强度及印刷表面,铝箔提供了阻隔性能,聚乙烯在这两者之间起黏合作用,内层聚乙烯使复合材料能够热合。
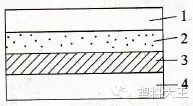
图7-8复合薄膜结构的示意图
1-纸:2-聚乙烯(胶黏剂); 3-铝箔(阻隔层);4-聚乙烯(热封层)
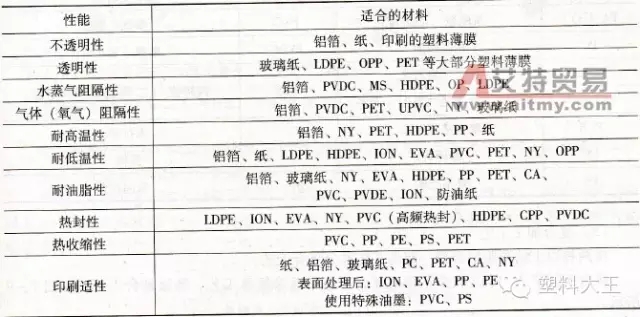
包装所需的性能及其适合的材料如表7 -6所示。
表7-6包装所需的性能及其适合的材料
(2)主要复合薄膜的种类和用途
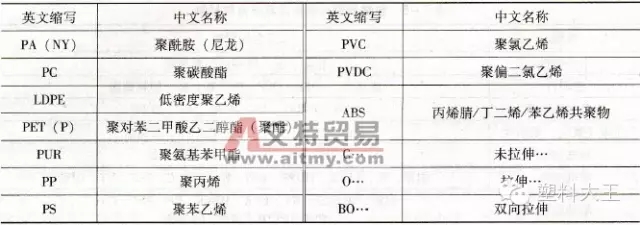
表7-7为主要复合薄膜的种类和用途。英文缩写含义如表7-8所示。
表7-7主要复合薄膜的种类和用途
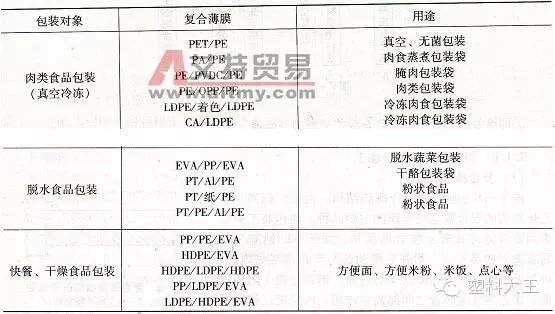
表7-8常见包装用塑料英文缩写与中文名称对照表
(3)复合加工工艺
将两种以上的薄膜层合到一起的工艺称为复合工艺。
复合工艺常用的有三大类:挤出复合工艺、即涂复合工艺、预涂复合工艺,如图7-9所示。
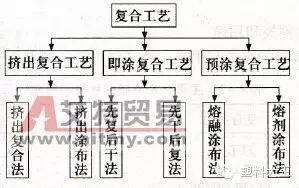
图7-9复合工艺的分类图
①即涂复合工艺。即涂复合的工艺类型分两种。
a.“先复后干”的即涂复合。“先复后干”的即涂复合是指在对不同基材复合操作前,先将液态状的胶黏剂通过涂布机均匀、持续地涂布到一种基材表面上,再通过复合机构将其和其他基材进行复合。溶剂型、乳液型(俗称水性)胶黏剂,以液态层面进入复合基材间,一部分先被基材吸收,再通过机械强制成型,复合后靠溶剂或水白然挥发干燥固化,如图7 -10所示。
b.“先干后复”的即涂复合。“先干后复”的即涂复合,多用溶剂型胶黏剂。无论是单组分的橡胶型、橡胶一树脂型胶黏剂,或是双组分的聚氨酯反应型胶黏剂,都要将涂布在基材上的胶黏剂中的有机溶剂给予强热气流催其挥发,再与第二基材进行复合,才能使胶黏剂热固性能产生作用,保证复合强度,如图7 -11所示。
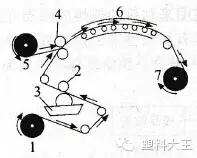
图7-10“先复后干”的即涂复合工艺示意图
1-复合基材一;2-涂胶辊;3储液槽; 4-挤压辊;5-复合基材二;6-干燥道;7-收卷装置
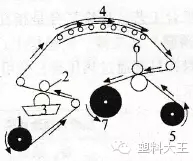
图7-11“先干后复”的即涂复合工艺示意图
1-复合基材一;2-涂胶辊;3-储液槽; 4-干燥道;5-复合基材二;6-挤压辊;7-收卷装置
目前我国引进的塑料印刷即涂复合生产线和国产即涂复合机大部分采用了聚氨酯系黏合剂,并以二液型聚氨酯使用更普遍。
②挤出复合工艺。将T铸模狭缝挤出的帘状熔融聚乙烯,经夹紧辊加压,流延到纸或薄膜上,进行聚乙烯涂覆(挤出涂布法),或者从第二给纸部供给其他薄膜,把聚乙烯作为黏结层进行黏合(挤出复合法),如图7-12所示。
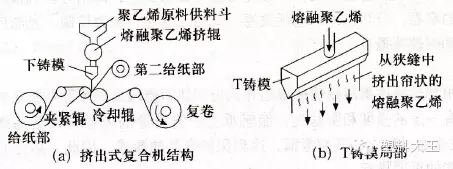
图7-12挤出式复合
多层挤出复合是将多种不同性能的塑料树脂通过多台挤出机共挤进模具复合成膜。图7-13所示的双联挤出涂布机,适于高档敏感食品的长期储存包装的3~5层特殊复合薄膜的加工,能够达到保护内容物不受损,并且不会吸收包装薄膜气味的目的。
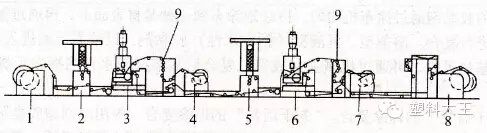
1-放卷辊Ⅰ;2-底胶涂布装置Ⅰ;3-带挤出机的涂布装置Ⅰ;
4-放卷辊Ⅱ;5-底胶涂布装置Ⅱ;6-带挤出机的涂布装置Ⅱ:
7-放卷辊Ⅲ;8-收卷辊;9-电晕处理装置
③预涂复合工艺。预涂复合是指在复合前已预先将用来粘接的热熔胶涂布在外保护层(BOPP印刷薄膜)或支撑、隔绝层上,使其成为同时具有黏结性能的热熔胶预涂薄膜的新材料,复合时,只要通过热压合,便可完成与其他基材的复合。预涂复合工艺极为简化,如图7-14所示。
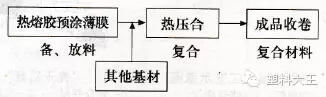
熔融涂布预涂工艺是用适当温度纯加热的方式,使固态的热熔胶在热力作用下,熔融产生流动性,实现对基材表面的转移。这种工艺没有溶剂挥发污染和毒害,是预涂工艺新的发展方向。





