











模切压痕工艺如今 常用在各种印刷纸板成型加工中,能够提升产品外观,并起到一定的保护作用。那么,模切压痕的工艺方法与特点有哪些呢?下面让模切之家带您认识一下关于模切压痕的工艺方法和特点!
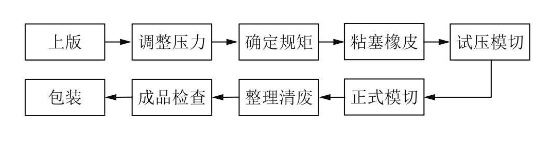
一般模切压痕工艺的流程为:
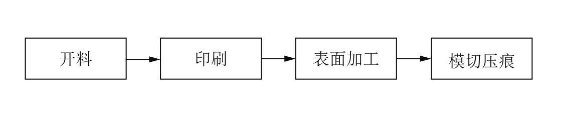
以模切压痕加工的主要对象纸盒为例,一般需要经过的过程为:
模切压痕的工艺主要是制模切版和模切压痕加工过程。
1.制模切版
模切版的制作可大致分为两个阶段:第一阶段是先做好底板,第二阶段是将弯曲成型的各种钢片,按照要求,排放在底板内。
模切底板有两种:金属底板和木板底板。金属底板有衬铅字样,浇铅板,钢型刻板等。目前,衬铅通常用于排版。铅衬排版是使用大、小的空铅形成版面布局。将比空铅略高的带锋口的钢线,弯曲成所需的形状,根据图文要求埋入底板中,制成模切板。不带锋口的钢线可制成压痕板。
木底板有胶合板、木板、锌木合钉板等。近几年胶合板比较常用。把拼版设计图转移到胶合板上,在线条处钻洞锯缝。再把刀线和折缝线嵌进去,在空白处钉上橡皮,制成模切压痕版。
2.装模切版
模切上版指的是将制作好的模压版准确地安装固定在模切机的版框中的工作过程。模切版装好后,就可以开机进行模切加工了。
上版前,须校对模切压痕版,确认符合要求后,方可开始上版操作。
调整版面压力。安装模切板后,需要调整版面压力。首先,调整钢刀的压力:垫纸后,首先启动机器进行几次压印,这是为了使钢刀碰平并靠近垫板,然后使用面积大于模切版版面的纸板进行试压。根据钢刀在纸板上的切割痕迹,采用局部或完全部逐渐增加或减少垫纸层数的方法,使版面各刀线的压力均匀。然后调节钢线的压力,一般钢线比钢线刀低0.8mm。为了获得钢线和钢线刀的理想压力,应根据要模压的纸板的性能来调节钢线的压力。
橡皮粘塞在模版主要钢刀刃口的两侧,利用橡皮弹性恢复力的作用,可将模切分离后的纸板从刃口部推出。通常橡皮要高出刀口3~5mm。
对模切压痕加工后的产品,应将多余边料清除,称为清废。即将盒芯从坯料中取出并进行清理。清理后的产品切口应平整光洁,必要时用砂纸对切口进行打磨或用刮刀刮光。
除纸容器的加工外,软包装加工近年来也日益增多。单软包装材料对内装物品的保护性差,所以现在多用复合材料,做成袋状,把内装物品密封。
制作工艺流程为:印刷→复合→裁切→制袋。
承印材料通常具有塑料膜,纸张或铝箔。
大多数印刷使用凹版印刷,而一些使用柔性版印刷。
复合用复合机和热熔的聚乙烯贴合,或使用各种类型的覆膜机将薄膜和薄膜合在一起。具体的复合方法和所用材料根据内装物品要求确定。
参考资料:《印品整饰工(上)基础知识:模切、压痕、烫印、糊盒》
更多相关阅读:





