











涂布缺陷类型及解决方案:
1. 条纹(Chatter)

特点:
整个涂层宽度上出现的缺陷。
涂层厚度与其余涂层相比较有变化的线条。
缺陷在均匀间隔或频率处发生。
原因:
流体输送系统压力或流量波动。
基材辊/直线台有脉冲式运动或辊上有缺陷。
上游真空箱内压力变化。
解决方案:
更换为更快的输送速率,如提高供料电极转速或步进速率。
添加脉冲阻尼元件以平滑输送泵的输出。
更换金属管道为塑料管道,利用其膨胀和松弛特性平滑脉冲。
2. 肋纹(Ribbing)

特点:
沿涂层长度方向,宽度上规律间隔出现的线条,薄膜厚度减少。
通常包含整个宽度上的多条线。
原因:
高剪切力,由于基材速度快速移动动态接触点下游。
出口处压力低,由于浆料低粘度或大的垫片厚度。
上游压力减少,由于基材和涂布头间隙宽。
解决方案:
减少基材速度以减少剪切力。
增加溶液流量以增加流体压力。
减少上唇与基材之间的距离以增加流体压力。
减少挡片厚度以增加出口处的压力。
增加溶液粘度以增加流体压力。
增加真空箱以增加上游压力梯度。
3. 颈部缺陷(Neck-In)

特点:
涂层宽度逐渐减少。
边缘厚度增加,随着涂层宽度的减少,边缘厚度增加变得更加明显。
原因:
从约束流转变为活塞流导致流动动力学变化。
流速与基材速度不匹配导致流体加速和剪切力。
解决方案:
降低基材间隙高度以减少颈部缺陷。
降低涂布基材速度以减少颈部缺陷。
添加表面活性剂以减少高表面张力浆料的颈部缺陷。
4. 边缘缺陷(Edge Defects)

特点:
涂层边缘厚度变化,通常表现为边缘区域变厚。
涂层边缘位置变化,前沿和后沿边缘通常是曲线而非直线;侧边缘可能沿涂层长度伸缩。
原因:
间隙涂布前沿和后沿边缘缺陷的主要原因。
浆料的表面张力和粘弹性特性在沉积和干燥阶段导致边缘湿膜向内移动。
基材上不同区域的表面能差异改变浆料对表面的润湿性。
解决方案:
通过改变加工工艺有目的地在末端破坏珠子以改变边缘。
通过在特定位置处理基材表面以固定湿膜,可以改善涂层边缘的定义。
5. 竖条道(Streaks)

特点:
从某一点起始并向上游延伸的单个线条缺陷。
涂层长度方向上的细长线条,厚度减少。
原因:
基材上的灰尘或污垢颗粒阻碍了浆料流动。
涂布头或唇部的障碍物导致延伸的线条厚度降低或未涂覆区域。
涂布头的损坏导致涂层珠不稳定。
解决方案:
彻底清洁基材以去除污垢和灰尘。
增加流经头部的流量以减少停留时间,或增加涂布头的槽道宽度。
在涂布头前彻底过滤和对浆料脱气。
6. 气泡(Bubbles)
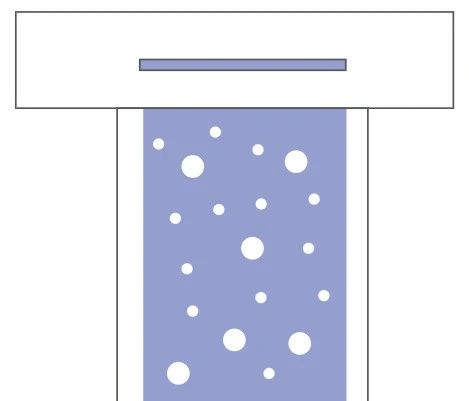
特点:
形状为圆形或椭圆形的薄膜缺陷,大小不一。
气泡缺陷处的薄膜厚度显著变薄,或可能漏箔。
涂层宽度方向上的缺陷位置是随机的。
原因:
原始浆料中的空气卷入。
流体输送系统中的泄漏导致空气被卷入。
上游或下游液面的不稳定导致空气被卷入。
解决方案:
在溶液进入流体输送系统前进行脱气。
检查所有连接器和适配器的密封性。
通过减少间隙高度与厚度比率来达到稳定涂层窗口,减少气泡缺陷。
7. 头部薄区和拖尾(Leads and Tails)

问题:
头部薄区是涂层开始处未达到稳态的区域,涂层厚度不满足要求。
拖尾发生在涂层末端,存在类似问题。
解决方案:
对涂布头进行预处理,以及选择合适的涂布条件




