





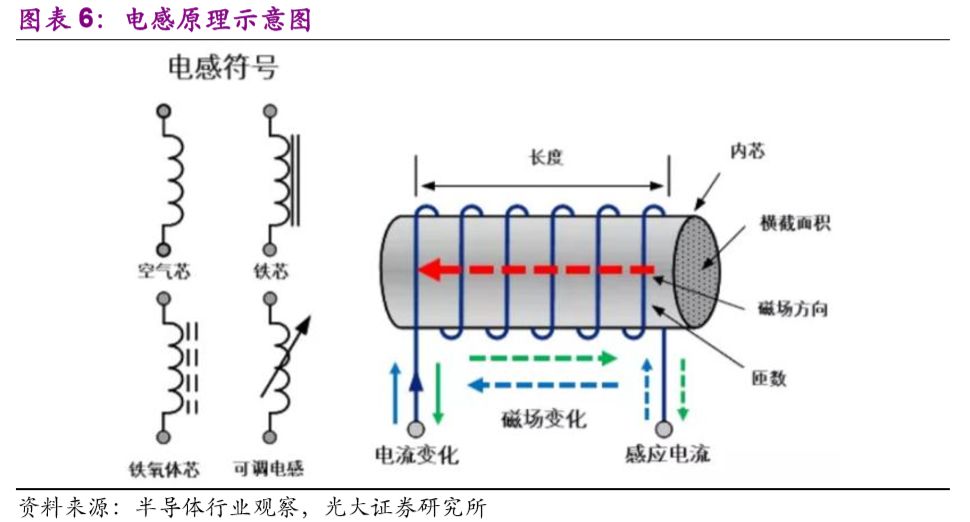
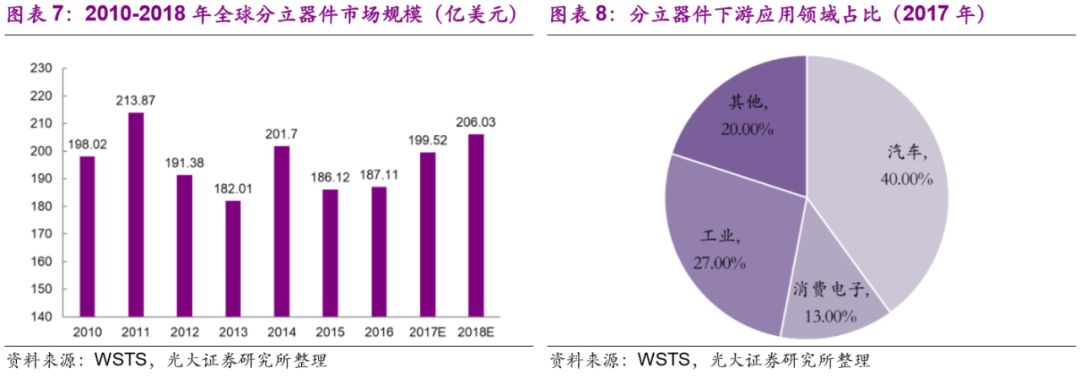
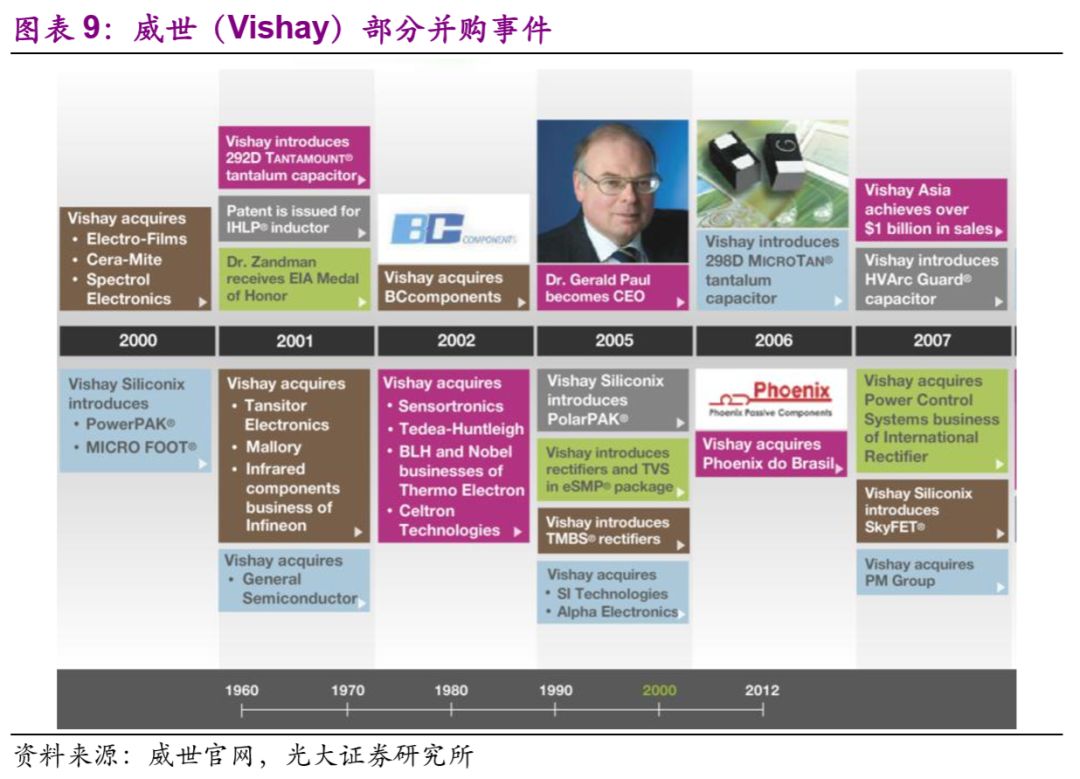
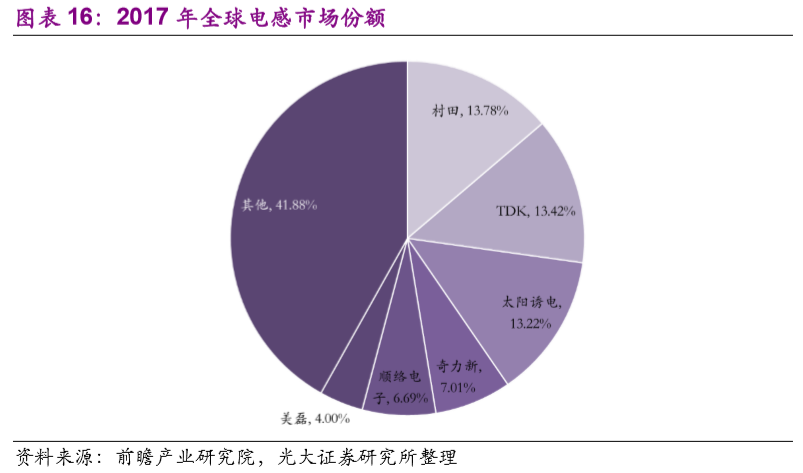
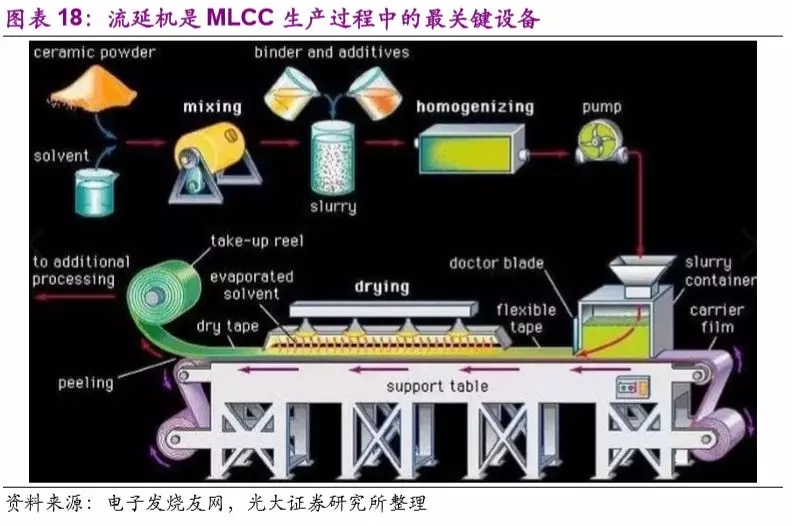
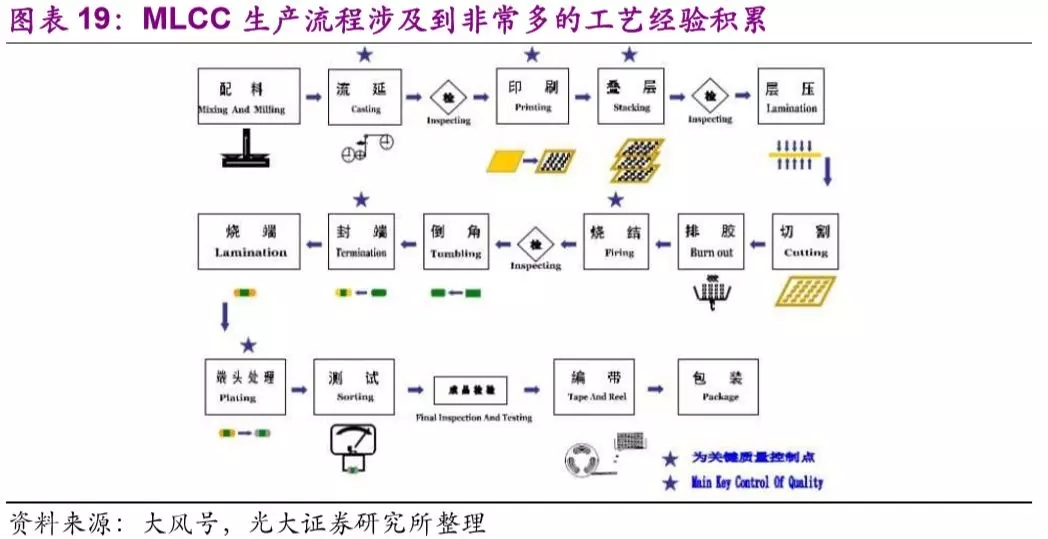
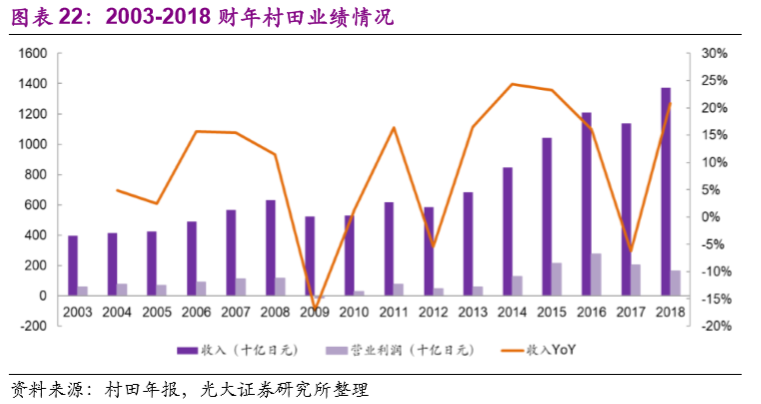
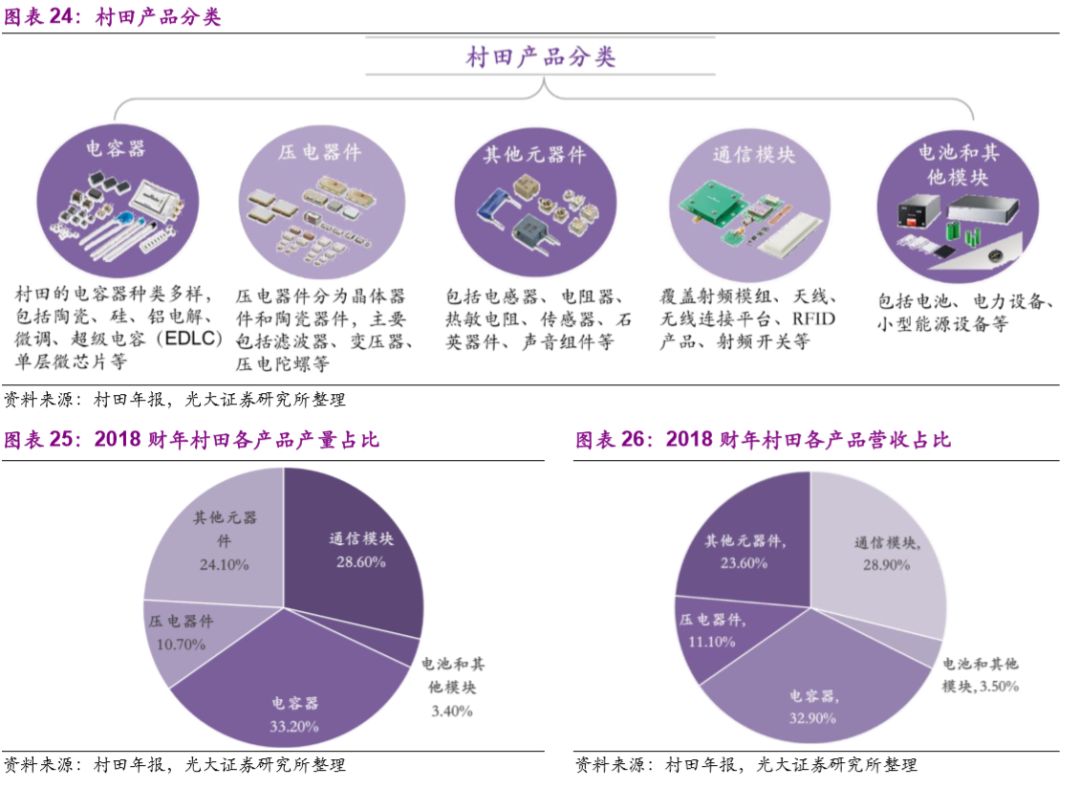
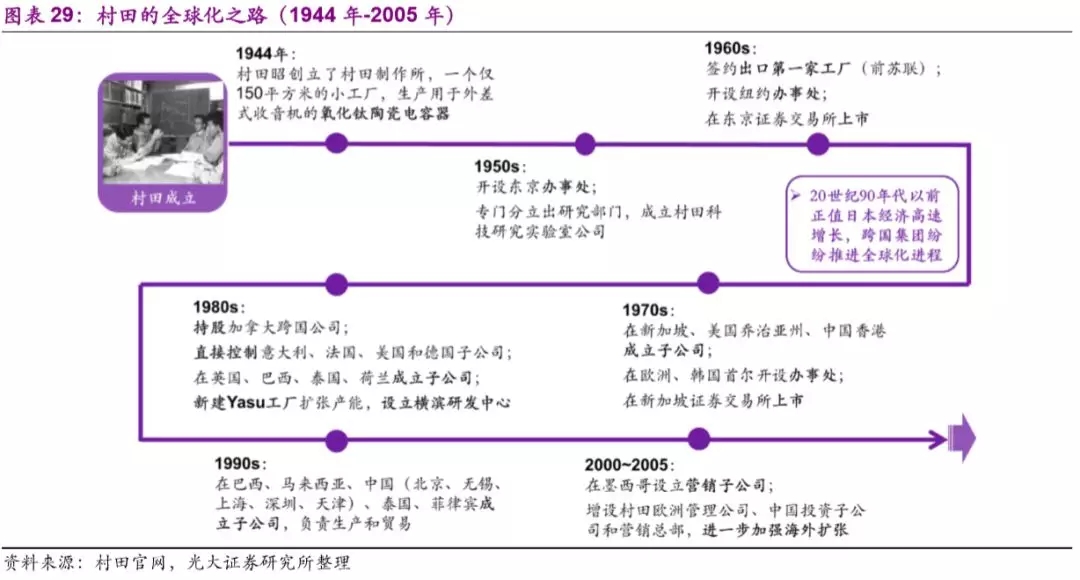
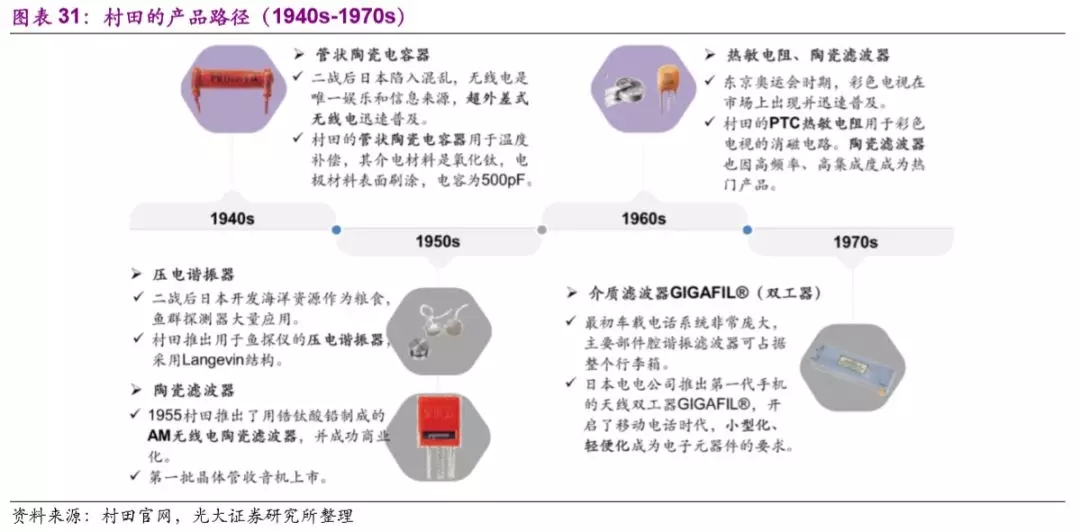
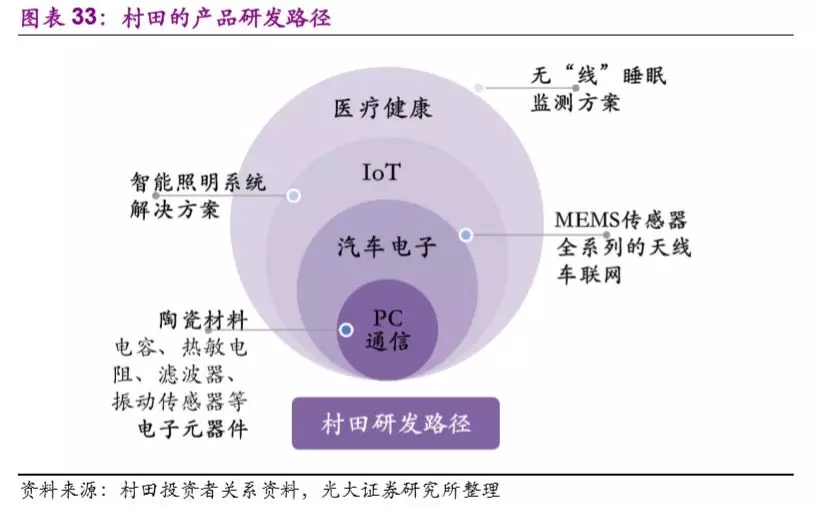
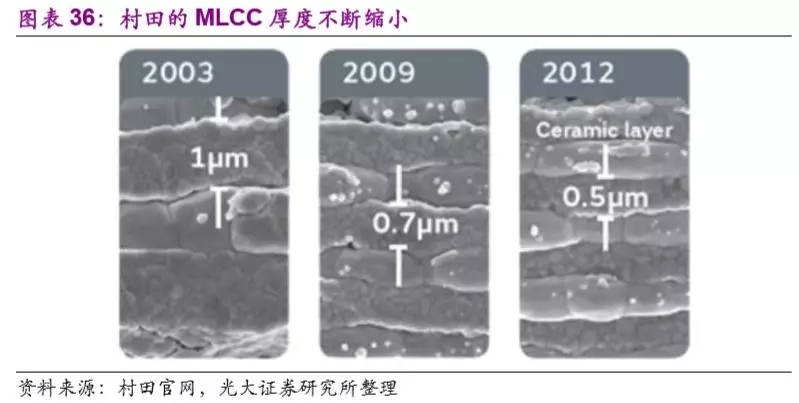
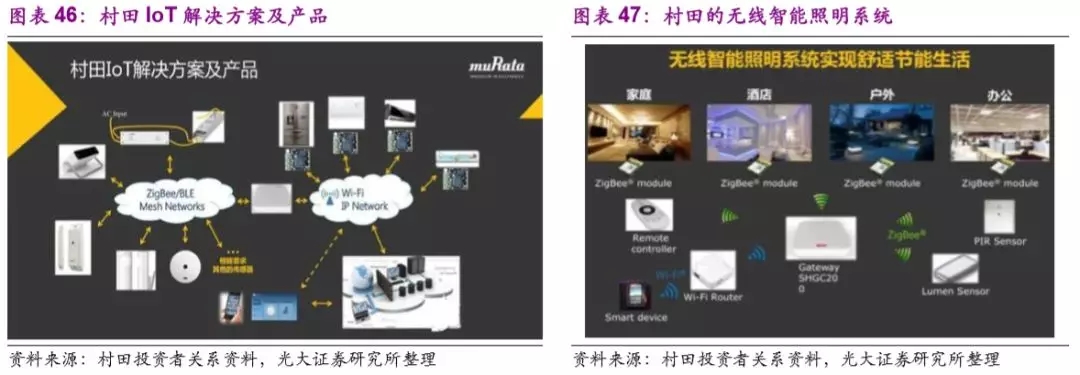
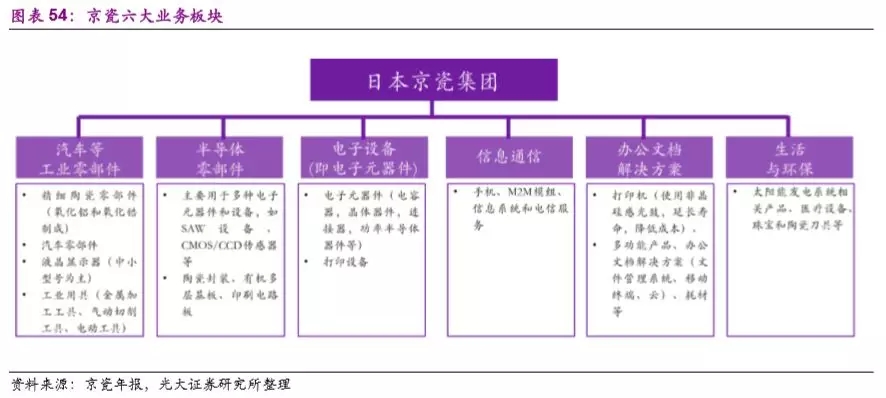
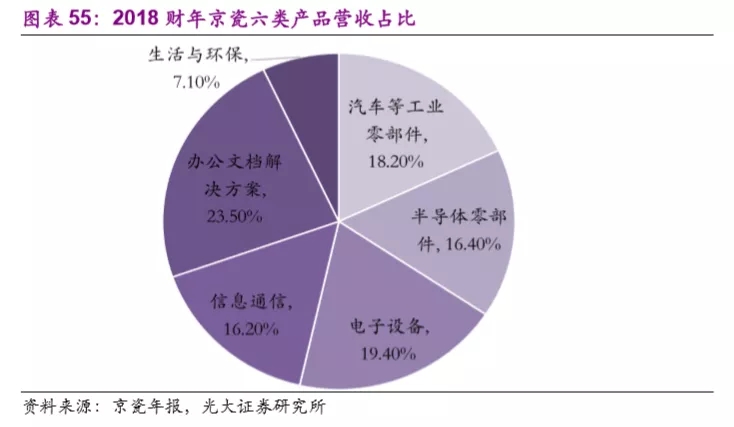
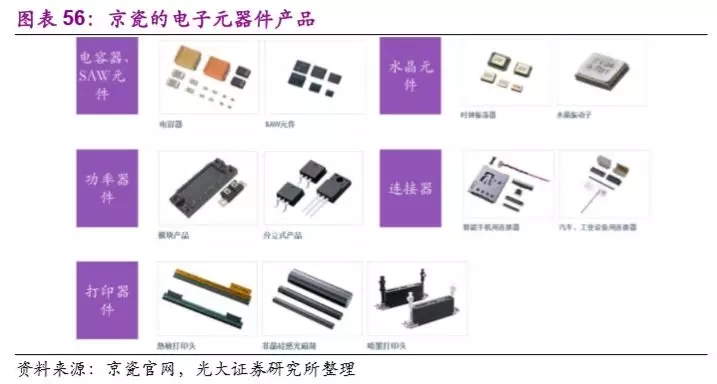
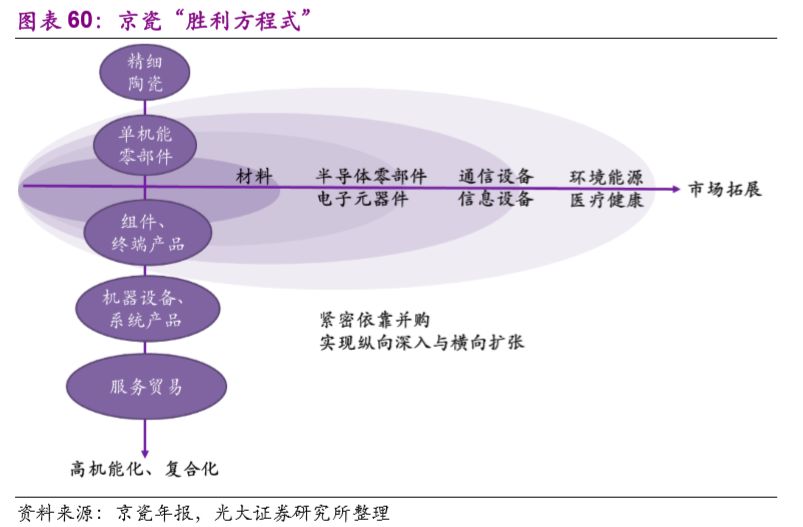
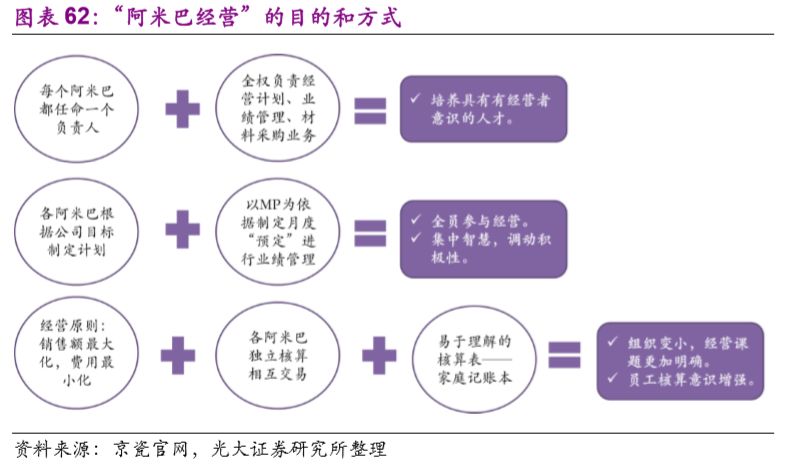
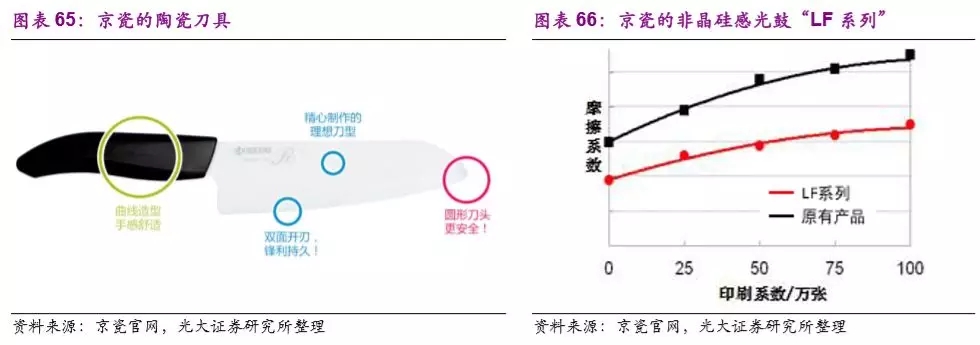
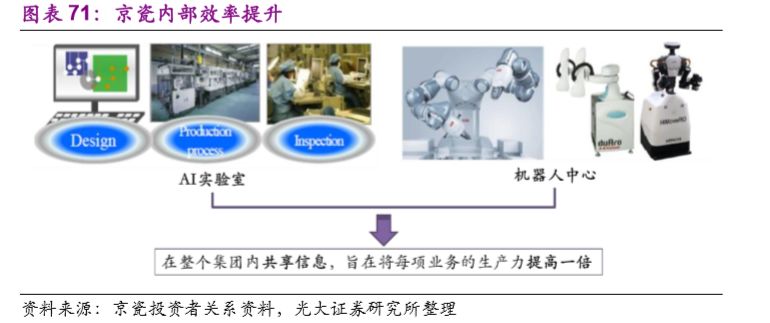
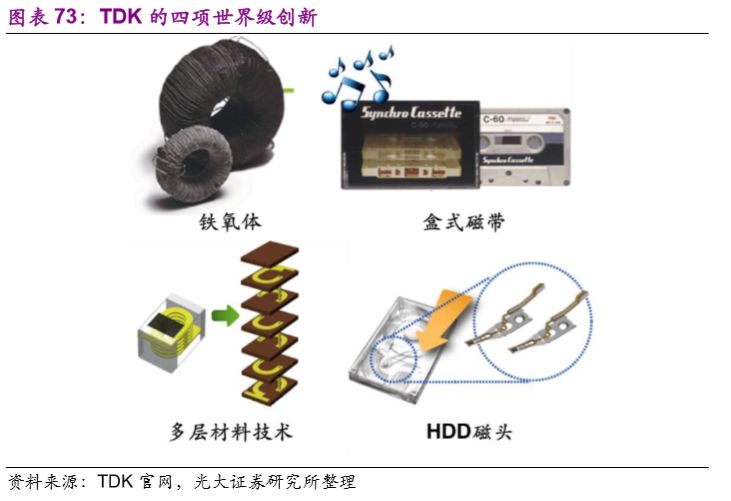
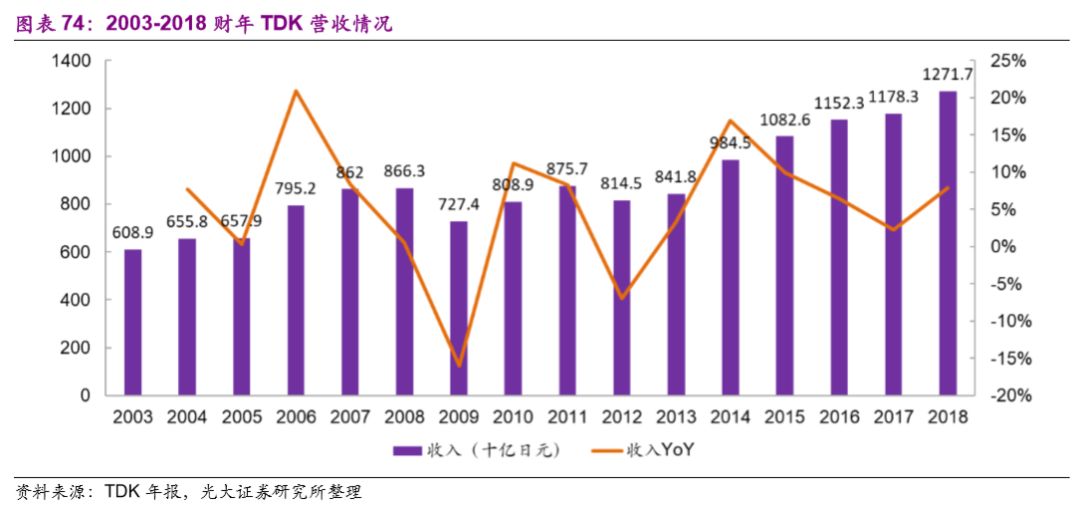
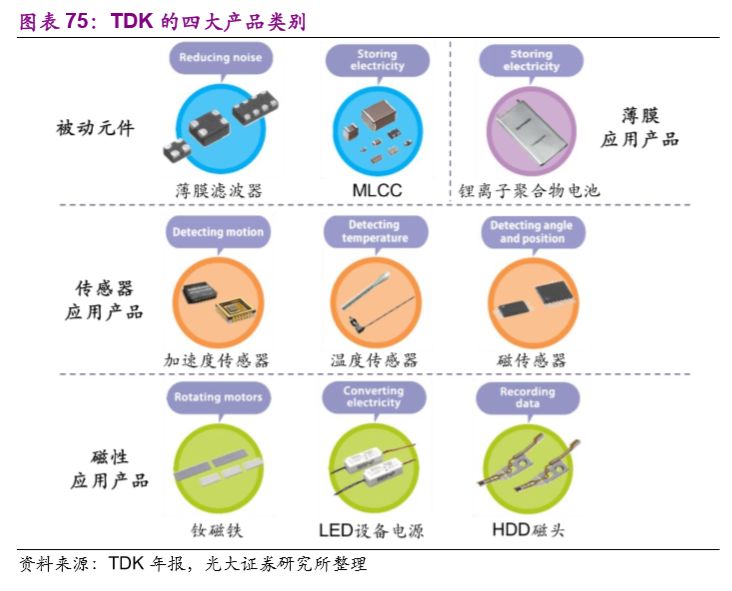
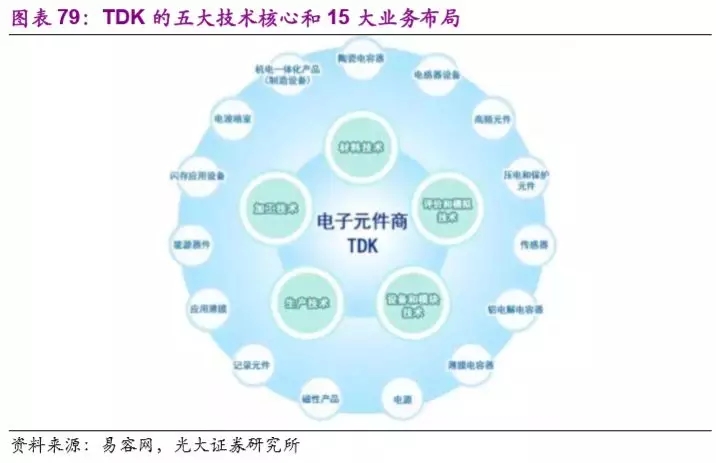
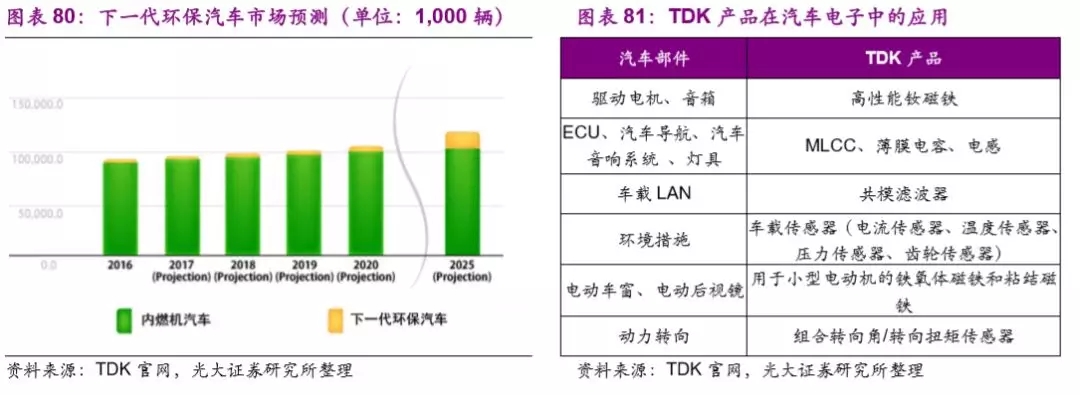
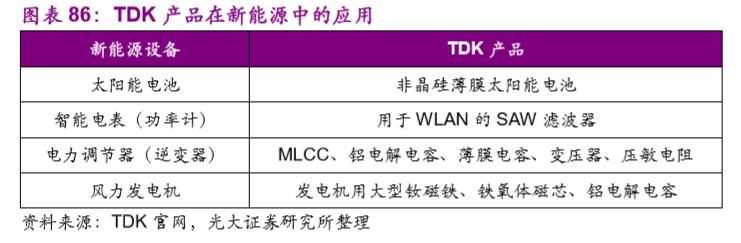
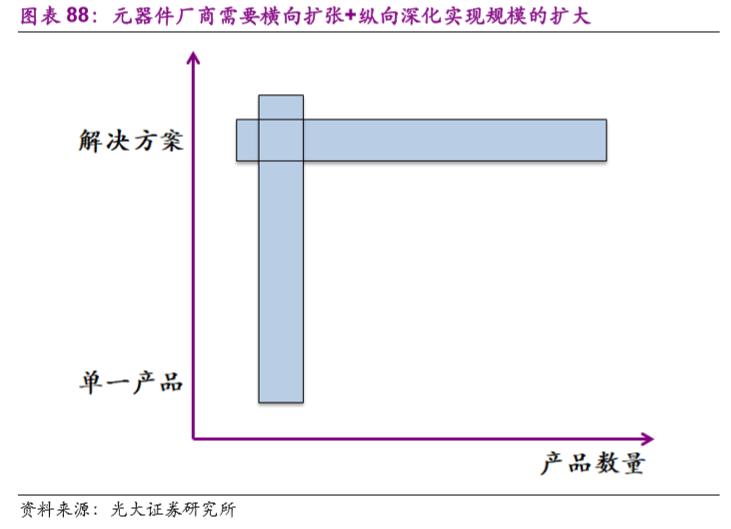
依托于智能手机的红利,国内电子产业在过去十年经历了快速发展,堪称“黄金十年”。智能手机红利催生了一批模组环节的龙头企业,这些模组企业存在庞大的本土配套需求,所以将在未来继续带动电子上游行业的不断进步。 以电容、电阻、电感为代表的元器件是终端产品中不可或缺的产品, 同时具有技术壁垒高、盈利能力好的特点,有望成为未来电子行业的重点发展方向。 一、村田、京瓷、TDK,全球元器件龙头 1.1、日本多出元器件巨头,村田、京瓷、TDK是代表 1.1.1、元器件是电子工业的基石,无处不在 电子元器件涵盖广,对电子行业具有重要的支撑作用。在通义上,电子元器件是指具有独立电路功能、构成电路的基本单元。电子元器件种类繁多, 涉及的范围也不断扩大。根据材料分子组成与结构在元器件制造过程中是否改变,电子元器件可大体分为元件和器件。 元件是加工中没有改变分子成分 和结构的产品,包括电阻、电容、电感、电位器、变压器、连接器、印刷电路板等;器件则是加工中改变分子成分和结构的产品,主要为各类半导体产 品,如二极管、三极管、场效应晶体管、光电器件、集成电路等。 电子元器件行业处于电子原材料和整机行业之间,原材料为磁芯、漆包线、骨架和一些辅助性材料,产品则应用于消费电子、汽车电子、工控、航天军工等多下游领域,元器件的技术水平和生产能力直接影响着整个电子行业的发展,因此具有至关重要的基础性作用。 被动元件是不影响信号基本特征,而仅令讯号通过而未加以更动的电路,由于被动元件在电路中起到基础作用,所以被动元件的应用非常广泛。被动元件主要包括 RCL 元件(电容、电阻、电感)、被动射频元件和晶振、变压器等,其中 RCL 元件约占被动元件总产值的90%。 电容器在三大被动元器件中产值最高,主要可分为陶瓷电容、铝电解电容、薄膜电容、钽电解电容四大类。由于具有耐高压、高温、体积小、容量 范围广等优势, MLCC(片式多层陶瓷电容器)是目前最广为使用的电容器。 2017 年全球电容器市场规模达209 亿美元,2012-2017年复合增长率 3.84%。陶瓷电容市场规模达 107 亿美元,规模占比超过 50%,2012-2017 年以 5.4%的 CAGR 稳定增长,其中MLCC 产值占比高达 93%。铝电解电容具有成本低、容量大的优势,市场规模约 50 亿美元,占比 23%。 电阻器由电阻体、骨架和引出端三部分构成(实芯电阻器的电阻体与骨架合二为一),主要用于控制电压和电流,起到降压、分压、限流、隔离、 滤波(与电容器配合)、匹配和信号幅度调节等作用。 电感器又称扼流器、电抗器、动态电抗器,能够把电能转化为磁能而存储起来。电感器主要发挥过滤噪声、稳定电流及抑制电磁波干扰等作用。电感可分为传统插装电感和片式电感,其中片式电感因体积小、成本低、屏蔽 性能优良、可靠性高、适合于高密度表面安装等优势成为主流发展方向。 分立器件主要包括 IGBT、MOSFET、二极管、晶闸管等。分立器件与集成电路相对,由于不受原件面积限制,单个器件特性好,使用更为灵活, 尤其在高功率场合,分立器件依然发挥着重要作用。根据 WSTS 预测,近年来分立器件的全球市场规模基本为 180-200 亿美元,2018 年市场规模将超过 200 亿美元。全球分立器件的最大应用领域是汽车,占比达到 40%,其次 是工业占比 27%,消费电子 13%。 1.1.2、产业变迁,日系厂商一家独大 乘政府扶持与国际并购东风,日系厂商率先积累优势。二战后,日本电子产业迅速崛起,一方面得益本国电子产品的需求增大,厂商技术积累和创 新源源不断,另一方面则由于日本政府改革经济政策,对原材料采用较低的关税水平,降低厂商的原材料成本,对本国产量较高的电子产品采取高关税进行贸易保护,同时对村田、TDK 等被动元件寡头进行扶持,为本土元器件 厂商的发展提供了沃土。例如,TDK 和村田分别从 1950s 和 1960s 开始设 立境外办事处、工厂和子公司,进行跨国并购,整合全球资源迅速发展壮大。 上世纪 70 年代后,美国、韩国、中国台湾和中国大陆也相继发展起来。 美系厂商:大规模并购。美国两大而被动元件龙头威世(Vishay)和基美(Kemet)通过多次大规模并购,成为全球领先的元器件厂商。威世整合 了威士特洛芬肯、通用半导体的生产线、英飞凌的红外线元件产品线以及国 际整流器公司的产品线,横向扩展业务,成为全球第一的整流器、玻璃二极 管和红多元件的生产商。基美也进行了多笔收购,例如收购上游钽粉厂商 Niotan 和 Epcos 的钽电容业务,纵向整合产业链,在有机固态电容、薄膜与 电解电容领域掌握了领先技术。 韩系厂商:平台优势,主攻MLCC。韩国厂商更主要以三星电机为主要代表。三星电机依托三星集团在电子和半导体领域强大的平台能力迅速崛 起,以 MLCC 为重点,其他电子元器件业务还包括片式电感和片式电阻等。三星电机是仅次于村田的全球第二大 MLCC 供应商,占据了 23%的市场份 额,但在相对高端的车规 MLCC 领域,与村田、太阳诱电仍存在不小的差距。 台系厂商:产能转移+政策扶持。中国台湾受益于美日韩产能转移和政 府的大力扶持,涌现出国巨、奇力新、美磊、美桀、禾伸堂、华新科等一批 优秀的元器件厂商。与美日韩厂商相比,台系厂商的技术实力较弱,主要依 靠规模经济和成本优势取胜,如台厂因 MLCC 主要覆盖中低档产品领域,成 为日系厂商产能结构调整后的最大受益者。 虽然日本的消费电子、家电等行业在上世纪 90 年代后受到美、韩、台 的冲击,但电子元器件行业却能凭借坚固的技术壁垒立于不败之地,形成了 京瓷(Kyocera)、村田(MuRata)、松下(Panasonic)、太阳诱电(Taiyo Yuden)、TDK、富士通(Fujitsu)、日立(HITACHI )、兴亚(KOA)、 罗姆(Rohm)等行业龙头。 究其原因,一方面,日本企业凭借精益求精的 工匠精神和不断积累的生产工艺,向上游材料技术延伸,深挖护城河。另一 方面,依靠高精尖的下游支撑,日企积极布局汽车电子、机器人、航空航天 等高端领域,借助旺盛的产业需求不断将生产高端化、精细化。 近年来全球元器件产值呈上升趋势,陆系厂商成后起之秀。2017 年全球电子元器件总产值增速达 8.72%,总值达 5911.23 亿美元。2017 年全球 电子元器件产值中有约 25%来自中国大陆,14%来自韩国,11%来自中国台湾,11%来自日本,10%来自美国,前五大地区占据了近七成份额。 与台湾地区类似,陆系厂商受益于新一轮的全球产能转移与政府的大力支持,不 同的是,大陆在消费电子、汽车电子、通信等领域具有全球最大的市场前景, 也因此成为备受瞩目的新晋力量。 1.1.3、而今元器件巨头尽出日本,村田、京瓷、TDK 是典型代表 尽管整体市场份额受到挑战,但以京瓷、村田、TDK 为代表的日本厂商在高端领域仍占据绝对的霸主地位。以 MLCC 行业为例,随着汽车电子化的兴起,2016 年下半年起,村田和 TDK 等龙头厂商率先关闭了相对低端、利润率低的消费电子产品用 MLCC 产线,转向小尺寸、车规等高容 MLCC 的生产。根据村田的数据,电动车使用的高端 MLCC 可达 2700-3100颗,是智能手机所用 MLCC 总数的近 10 倍。 在 2018 年苹果公布的 200 大供应商中,日本厂商有 44 家,其中太阳诱电、TDK、京瓷、村田、胜美达等清一色的日企占据了苹果的被动元件供应体系。 电容:日本处于领先地位,市场份额占比超过 50%,同时在车用陶瓷电 容、叠层片式固态铝电解电容等部分高端领域具有垄断地位。全球主要 MLCC 厂商有日本村田、京瓷、丸和、TDK、美国基美、韩国三星电机、台 湾地区国巨、华新科、中国大陆的风华高科、三环、火炬电子等。 电阻:规模化的电阻厂商主要分布于中国台湾和日本,其中,日本企业 技术拥有较大优势,主攻薄膜化方向;中国台湾的国巨、华新科、厚声等则 走规模经济的道路。 电感:由于电感具有定制化程度高的特点,因此市场格局相对分散。2017 年全球电感产值占比前三分别为村田(13.78%)、TDK(13.42%)和太阳 诱电(13.22%),共占比 40.42%。中国台湾奇力新与大陆的顺络电子紧随 其后,分别占比 7.01%和 6.69%。 1.2、元器件的关键在于 Know-How,日本企业深得精髓 1.2.1、元器件需要好材料好工艺,关键在于 Know-How 的积累 电容、电阻、电感等元器件产品在原理上并不难,难的是制造过程中的精益求精,需要长时间的 Know-How 积累才能制造出品质优良的产品。总体上来看,这样的 Know-How 积累体现在材料、设备、工艺三个环节中。 好材料才有好产品。“好的电子产品需要好的元器件支持,而好的元器 件则需要好的材料来支持”,这是日本村田几十年的坚持。材料是制造性能 良好的产品的基础,材料的微细度、均匀度、结团特点都会影响到产品的尺 寸和性能,所以只有好材料才能生产出好的产品。以 MLCC 为例,陶瓷“配方粉”由钛酸钡基础粉和改性添加剂混合而成。 首先,钛酸钡基础粉对 MLCC 的性能十分重要,其制造需要满足极高的 微细度和均匀度的要求。在各类制备方法中,水热法在材料颗粒性质控制及 其稳定性、市场竞争力等方面较其他制备方式具备优势,具体表现在:化学组成均匀、颗粒形貌规整、颗粒粒径从几十纳米到几微米可调、大小均一、 产品性质稳定,是目前公认的符合 MLCC 发展要求的钛酸钡粉制备方法。 目前只有日本的村田、堺化学等可以大规模使用水热法生产 MLCC 钛酸钡粉 体,其中村田自用,堺化学用于外销。 水热法中的 Know-How 在于:1)水热体系中影响钛酸钡性质的因素较 多,对于钛酸钡物相结构和颗粒性质的调控极其复杂,通常是钛酸钡的一种 性质受多个因素和工艺参数的影响,而且一个因素或参数又同时影响多种性 质,它们互相关联、甚至互为矛盾,使钛酸钡颗粒性质的控制十分复杂和困 难;2)水溶液、尤其碱性溶液在高温高压下腐蚀性强,同时钛酸钡颗粒性 质对反应温度均匀性和溶液状态非常敏感,水热反应设备不但要满足反应溶 液温度和状态均匀的要求,还要耐腐蚀和磨损。 其次,改性添加剂对 MLCC 性能同样重要,改性添加剂主要是包括稀土类元素,例如钇、钬、镝等,以保证配方粉的绝缘性;另一部分添加剂,例如镁、锰、钒、铬、钼、钨等,主要用以保证配方粉的温度稳定性和可靠性。这些添加剂必须与钛酸钡粉形成均匀的分布,以控制电介质陶瓷材料在烧结过程中的微观结构及电气特征。 设备需要企业自身的定制化改造。由于各个厂商对于材料、工艺的理解不尽相同,但设备厂商的设备确实标准化的产品,这就需要各个元器件厂商 对设备进行适合自己的改造。 以 MLCC 为例,MLCC 生产流程中的最关键设备是流延机。流延成型的 具体工艺过程是将陶瓷粉体与各种添加剂(粘结剂、增塑剂、分散剂等)在溶剂中混合,形成均勾稳定的装料。成型时众料从料槽流至基带之上,通过刮刀与基带的相对运动形成湿带,厚度由刮刀与基带的距离控制。将湿膜片 连同基带一起送入供干室,在溶剂蒸发过程中,具有一定强度和柔韧性的素 片通过粘结剂的成膜作用将陶瓷颗粒粘结在一起而形成,干燥的素片连同基 带一起或从基带上脱离卷轴待用,然后可按所需形状打孔、冲片或切割,最后经过烧结得到成品。 MLCC 厂商一般会根据自己掌握的 Know-How,来对流延机进行改造,以得到更好的效果。在挤压机部分,厂商会自行改造装置,以便更为精确地调节挤压机的压力,得到更薄的介质;在刮刀环节,使用气刀替代机械刀具,可以达到更好的均匀度,但气刀的位置、风速和真空度也需要得到精确的控制,风量过小会使厚度太大,角度不正确会使薄膜表面产生气泡;在流延辊上发生的冷却环节会影响薄膜的均匀度,所以会把流延辊、冷却辊设计为夹套式,冷却水的交叉流动减少了辊筒表面温差,保证了塑料薄膜冷却均匀。 工艺的精益求精来自 Know-How 的积累。在使用了好材料和定制化设备之后,还需要在具体的工艺的不断尝试和积累,才能得到更好的工艺。 以 MLCC 为例,在多层共烧环节,是将排胶后的产品放入高温烧结炉内, 设定曲线进行更高温度的烧结,使生坯烧结成瓷,形成具有一定强度及硬度的瓷体。在这个过程中,不可避免地要解决不同收缩率的陶瓷介质和内电极金属如何在高温烧成后不会分层、开裂,即陶瓷粉料和金属电极共烧问题。 共烧技术就是解决这一难题的关键技术,掌握好的共烧技术可以生产出更薄介质(2μm 以下)、更高层数(1000 层以上)的 MLCC。当前日本公司在 MLCC 烧结专用设备技术方面领先于其它各国,不仅有各式氮气氛窑炉(钟罩炉和隧道炉),而且在设备自动化、精度方面有明显的优势。 1.2.2、日本企业的精益求精,很好地契合了元器件行业所需的关键能力 日本人天生性格追求极致完美、严谨、执着、精益求精,这种工匠精神在日本社会得到推崇。日本生产者有着对产品反复研究、精雕细琢、精益求精、持之以恒的一种理念。生产者将其情怀、态度、信念倾注于手中的产品,极度注重细节、不断追求完美和极致的信仰,表现出对职业敬畏、对工作执着、对产品负责的精神。这种工匠精神贯穿在他们的经营和管理的理念之中。 日本企业的这种工匠精神保证它们的产品具备强劲的竞争力,从而具备很长的企业寿命。根据日本东京商工研究机构统计数据,截止2016 年,全日本超过100 年历史的老店铺和企业达到33069 家,千年以上的企业有7家,世界上 最长寿的企业是木造建筑行业的“金剛組”,距今已有 1439 年的历史。寿命超过200 年的企业,日本有3146 家,为全球最多,此外德国有837 家,荷兰有 222 家,法国有 196 家。 我们前面已经分析过,元器件行业的难点在于材料、设备、工艺三个环节的,想突破这三个环节需要长时间的 Know-How 积累。日本企业具备的工匠精神正好与这个特点相契合。 在材料环节,材料的生产工艺、配方、性能都难以事先确定,必须在实际的生产环节不断尝试、不断改进,这个过程需要很长的时间积累,也需要精益求精的心态不断改进,从而使得材料的性能不断进步。 在设备环节,由于标准化设备不满足企业的个性化需求,所以需要企业 根据自己对材料和工艺的理解去改造设备。设备改造的方案也不是可以事先 确定好的,需要工人在尝试的过程不断改进,这需要很长的时间和精益求精 的心态。 在工艺环节,大量制造方法和精度控制等都不是可以通过理论提前规划得到的,只能是在实际运用过程中不断尝试不断改进,通过渐进式的进步来 达到更好的效果。 总体来说,在材料、设备、工艺这三个最关键的环节,都是需要大量尝试和改进的,需要不断摸索的,这样的特点正好符合日本企业普遍具有的精 益求精的匠人精神。 二、村田:专注于多元化的元器件, 制造顶级之小 2.1、经营现状:1.37 万亿日元的收入规模,多项产品全球地位遥遥领先 2.1.1、持续保持稳健增长,2018 财年收入 1.37 万亿日元 村田制作所是全球领先的电子元器件制造商,成立于 1944 年 10 月,1950 年 12 月改名为村田制作所。公司的经营理念是“磨砺精湛技术、实践 科学管理、供应独特产品、贡献文化发展、积聚信誉为本、谋求企业繁荣、 彼此互助互惠、至诚感谢合作、同心同德经营”。 村田主要进行以机能陶瓷为基础的电子元器件的研究开发、生产和销售,最具代表性的产品是陶瓷电容器,居世界首位,其他居世界前列的元器件产品还包括陶瓷滤波器、谐振器、传感器、电感、电阻等。村田以“Innovator in Electronics”为标语,意为“电子行业的创新者”,其始终坚持不断开发新市场、新产品和新事业领 域,成为引领电子产业的先驱。 2003-2018 财年村田营收以 8.66%的 CAGR 实现快速增长。2012-2016 财年,由于村田进入苹果供应链,智能手机和汽车电子化带来通信模块、压 电器件和电容器各类产品需求景气,公司业绩增长明显。2017 财年业绩短暂下滑,主要问题在于第四季度的新产品未能按计划推出造成订单积压。 2018 财年,村田的营业收入达到 13718.4 亿日元,同比增长 20.81%,营业 利润为 1621.5 亿日元,净利润为 1460.9 亿日元,关键增长点是汽车电子化、 智能手机升级换代拉动需求,以及公司并购二次锂电池业务。相比 2003 财 年 3949.6 亿日元的收入,15 年内村田营收的 CAGR 达到 8.66%,实现了长期稳定增长。 2001 年 1 月至 2019 年 2 月 15 日,村田股价从 14360 日元涨至 17265 日元,涨幅约 20.2%。作为参考,与京瓷的历史股价相比可以发现,两者的 涨跌趋势基本一致。2014 年 5 月起,受益于电子行业逆市上扬,村田的电子元器件业绩猛增,并收购美国射频芯片制造商 Peregrine 半导体公司,一 年内村田股价暴涨 160%。 2016 年上半年,村田和京瓷股价均有所下跌,主 要由于 iPhone 6s/6s Plus 销售低迷造成订单额下降,日本零部件企业对苹 果依赖度较高,而村田以智能手机为主的通信业务占合并销售额的 60%左 右,因此受影响更大。 2.1.2、多元化产品遍布各电子终端,多项产品世界第一 自创立以来,村田始终在电子元器件领域深耕,通过不断对陶瓷特性进行挖掘,获得了一系列技术性革新,拓展出种类丰富,可应用于智能手机、 汽车电子、医疗工控等多个领域的产品群。 村田的产品线主要分为两大类,即元器件和模块,具体又可分为五个细 分种类,元器件业务包括电容器、压电器件和其他元器件,模块业务包括通 信模块和电池及其他模块。2018 财年,村田的元器件业务的营收占比达 67.6%,其中,电容器占总营收的 32.9%,是公司的关键优势产品。 村田产品种类多元,可应用于各类电子终端。以电容器为例,作为世界第一的多层陶瓷电容器(MLCC)制造商,村田提供业内最丰富的产品阵容,包括陶瓷电容、铝电解电容、超级电容(EDLC)、微调电容等多品种,陶瓷电容器又可分为表面贴装型、引线型和螺钉型。除一般用途外,村田的电容器还可用于汽车动力/安全系统、汽车信息娱乐系统和医疗器械等特殊终端。2018 财年,电容器的营收为 4498.01 亿日元(约合人民币 265.5 亿元), 同比增长 21.7%。 村田的许多元器件产品在全球市场中占据明显的优势地位。根据村田的统计,2017 年,村田在智能手机中大量使用的 MLCC、SAW 滤波器、连接 器模组的全球份额分别达到 40%、50%和 55%;在电脑的振动传感器行业, 村田的市场份额达 95%,处于垄断地位;在汽车电子中,除了 MLCC 外的其他关键产品,如陶瓷谐振器,村田也早有布局,全球份额达 75%;在智能 家居领域,村田是 EMI 静噪滤波器的重要元器件供应商,全球份额为 35%。 2.2、成长路径:全球化扩张,从元件到模块 2.2.1、发展历史:全球化之路,多领域长足发展 村田最初以生产用于外差式收音机的氧化钛陶瓷电容器起家,此后不断 积累陶瓷工艺技术,依靠日本电子行业的有利形势,在全球范围内迅速扩大影响力。村田的全球化之路大致可分为两个阶段,分别为规模扩张阶段(1944 年-2005 年)和多领域布局阶段(2006 年至今)。 第一阶段:规模扩张(1944 年-2005 年)这一时期村田的全球化扩张主要通过(1)在欧美和东南亚成立子公司和工厂,负责生产、营销和贸易;(2)设立海外办事处;(3)在新加坡证券交易所上市。此外,村田在成立 之初就重视研发,20 世纪 50 年代专门分立出研究部门,成立村田科技研究 实验室公司,此后又在横滨设立研发中心。 第二阶段:多领域布局(2006 年至今)这一阶段村田进行了多次大规模海外并购,进行横向业务扩张,先后进入了无线射频、电池电源、传感器、 通信模块、功率半导体和材料等业务领域,由原先单一的元器件产品线,转为元器件和模块产品齐头并进的模式,2007 年村田的模块业务快速增长, 同比增长率 33%。近年来,村田也逐步减小了对单一下游领域的依赖,积极 布局汽车电子、物联网、健康医疗等新业务板块,蓄力长足发展。 2.2.2、产品路径:由电子陶瓷扩散,创新迎合市场热点 村田的产品开发路径始终是以市场需求导向,基于社会热点迅速推出相 应的产品并抢占市场。以最初用于无线电的管状陶瓷电容器为起点,村田在 50 年代海洋资源开发时期推出了用于鱼探仪的谐振器,在 60 年代的彩电热 潮中推出了热敏电阻,陶瓷滤波器也因高频率、高集成度成为热门产品。 20 世纪 80 年代是村田的关键十年,PC、通信市场不断扩大,数字音乐时代开启,村田推出的陶瓷谐振器 CERALOCK®、噪声抑制元件铁氧体磁珠、有源滤波器、MLCC 带来了重要的发展机遇。90 年代后移动通信的 2G、3G 成为发展主题,村田前瞻性地推出双工器、小灵通卡、蓝牙 RF 模块等, 并成为主力产品。 如今,村田已经形成了以电子陶瓷技术为核心,能够满足市场多种需求 的产品阵容,奠定了在陶瓷电容、射频、滤波器等电子元器件的龙头地位。持续进行电子产品的“内部革新”这样的产品开发思路也将为村田在未来汽车电子、智慧医疗、智能家居等新兴领域的发展开辟前景。 2.3、成长基因:以材料取胜,以创新恒久 2.3.1、扎根技术,打磨工艺,这是立身之本 从材料研发到加工工艺,村田始终坚持精益求精的工匠精神,不断将前段工艺技术、产品设计技术、分析技术等技术流程中的每一项做得更好,极致的技术追求成就了村田的灵魂。 ①坚持基础技术,从原材料做起。村田认为“新的电子设备从新的电子元件开始,新的电子元件从新材料开始”。村田创造了性能优异的功能陶瓷材料,包括介电陶瓷、半导体陶瓷、热电陶瓷、绝缘陶瓷等,并通过开发新 材料不断推进技术升级。例如,村田的材料加工技术实现了通过控制陶瓷的 粒径和晶体结构来合成、分散和制造粉末材料。基于最新的材料技术,2018 年 2 月村田推出了世界最小尺寸的音频线路静噪滤波器,保持高音质的同时 消除了噪音。 ②前段工艺技术:持续完善。前段工艺技术在电子元器件的小型化、纤 薄化和高功能性方面发挥着重要作用,需要持续的完善和改进。例如,村田 的层压和堆叠技术使得 MLCC 的层厚度不断减小,先进的表面处理技术可以 利用无电沉积和电镀技术控制电化学参数以增强电子元件的表面性能。 ③产品设计技术:塑造未来。村田的产品设计技术覆盖了“单功能组件 →模块→整体解决方案”,不断推出适应客户需求的技术和产品。例如,通 过优化有源和无源电子元件,设计出更高效、更紧凑的电路;通过对机械应 力、电路板裂缝和电容器振动产生的噪声等方面进行精细的设计,实现元器 件的高可靠性。 ④分析技术:细节把控。在品控方面,村田通过分析技术来实现严格的 细节把控,即利用科学分析方法确认材料的特性、成分和结构,配合故障分 析系统,全面把控品质。例如,在材料表征的分析上,通过热、有机、无机、 表面分析等技术确认材料的物理和电器特性。 2.3.2、垂直整合,打通材料、制造、分销产业链,这是扩张之道 村田的优势在于垂直整合能力,构建出从材料到产品一条龙生产体制。村田始终坚持从源头上进行创新,在电子陶瓷领域深耕细作,不断沿着电子陶瓷材料开发各种产品。在村田的技术体系中,从材料到产品都紧密协作并 整合为一体。陶瓷材料中有一种重要的添加剂是稀土,而中国是稀土的主要产地之一,所以村田于 2014 年在中国的佛山成立了陶瓷原材料制造厂。 全球化的销售和服务网络。在销售方面,村田以“全员营销”为口号, 充分利用全球网络,抢先引导出客户需求。和其他日企大幅依赖本土企业不 同,目前村田在日本国内的销售额只占到全球的 10%,中国区域则在55% 以上,服务和产品网络涵盖日本、亚洲、南北美、欧洲等全球各个地方。 在客户服务方面,村田中国地区总裁表示:“我们希望和客户面对面的交流, 这样能在第一时间掌握客户的需求,从产品定义就开始合作,避免日企冗长 的确认周期。”以中国地区为例,目前村田在上海、无锡、武汉等地都设有 针对不同区域特点的设计团队,同时在上海村田也专门兴建了 EMC 大楼, 为客户进行 EMC/EMI 的测试服务。 2.4、未来方向:汽车电子、IoT 与智慧医疗三个重点 2.4.1、方向一:汽车电子 汽车电子市场扩张,ECU 集成化趋势为元器件带来增长点。 根据村田的发展报告,ECU 集成化趋势将推动元器件模块化和小型化, 车用半导体的发展会增加对电子元器件的需求,预计将拉动公司年收入上升10%。 村田将汽车电子作为未来三大重点业务之一,近年来该业务收入不断攀 升,2014—2018 年的 CAGR 达到 14.4%。村田将在已布局的动力传动系统、 信息通信以及车辆控制和驾驶安全三大领域的基础上,向新能源、ADAS、无人驾驶方向继续拓展。例如,村田研发出新型高耐热薄膜材料,与指月电 机制作所共同推出可在 125℃的高温环境下连续使用、支持自我修复的车载 用高耐热薄膜电容器 FH 系列,已于 2018 年 4 月开始量产。 2.4.2、方向二:IoT IoT 未来大有可为,村田以无线通信模块和传感器为发力点。 IHS Technology 预计,到 2021 年连接到互联网的 IoT 设备(涵盖从传 感器网络终端到具有计算功能终端的各种电子设备)将增加到约 349 亿台, CAGR 达 15%。针对 IoT 市场,村田将重点放在了无线通信模块和传感器两个优势领域,将继续推出新产品,加强与各大 IoT 平台的合作。 在发展无线通信模块方面,村田具有得天独厚的优势。第一,公司有丰 富的产品线,包括LE 5.0/SIG mesh、LoRa、NB-IoT等LPWA类模块,60GHz 频段 WiGig 模块,汽车用 V2X 通信模块等。第二,村田已掌握小型化的封 装技术,实现了 SIP 封装模块占板面积减小 50%以上。第三,村田的无线通 信模块有广泛的合作伙伴和云平台支持,在 Ayla Networks、Electric Imp、 阿里云等均已接入,在 SoC 端也与 NXP 保持长期合作。 在传感器方面,村田将大幅提升 MEMS 传感器全球产能。2018 年 8 月,村田宣布将在芬兰投资 50 亿日元建设 16000 平米的新工厂,以提高传感器的生产能力,用于汽 车电子、IoT、智慧医疗等多领域。 村田的 IoT 代表作为无线智能照明系统,该系统把高性能传感器、低功 耗并且覆盖力强的 ZigBee 无线技术,以及云服务融入到照明整体解决方案中。根据村田的实验,该系统共节约能量功耗约 63%,降低二氧化碳排放 63%,减弱热能量负荷 63%。 2.4.3、方向三:智慧医疗 从临床到智能生活,场景式布局智慧医疗。 村田在智慧医疗的业务布局包括两大方向,分别为应用于医疗设备的元 器件和服务于医疗健康的解决方案。智慧医疗的元器件业务是指将高可靠性 的元器件,如医用电容器、功率电感、高压电阻、噪声抑制等,应用于植入 式医疗设备。村田拥有医疗级电容、AC-DC 前端电源、DC-DC 转换器、电感器、EMI 静噪滤波器、声音元件等多种应用于医疗健康领域的电子元器件。 村田的 BLE(Type ZF Bluetooth SMART module)模块拥有业界超小尺寸, 能够在有限的空间下与血压计、血糖仪等医疗设备连接。村田植入设备用 MLCC 具有小型且大容量、可靠性高等特点,能在-55℃~125℃环境下正常工作,适用于心脏起搏器、人工耳蜗、胰岛素泵、胃电刺激等植入医疗设备。 在解决方案上,村田提出“主动智能生活”,意在将智慧医疗的解决方 案普及到临床和生活中,通过精确的感知时刻监测自身健康水平,在疾病发 生前做出主动反应。例如,村田推出了采用自家高精度 MEMS 加速度传感 器的间接接触心脏冲击扫描解决方案(BCG 方案),只要将 BCG 模块搭载 在人体可以接触到的载体如床或椅子,就可以随时监测人体的健康状况,该方案正逐步在家庭、养老中心等场景布局,从临床推广到日常生活中。又如,村田将传感器网络、无线服务、遥控技术、云技术相结合,形成了智慧医院 解决方案,目前已在美国等地应用,未来将进一步在全球范围内推广。 三、京瓷:电子陶瓷之王,打造陶瓷产品之国 3.1、经营现状:1.57 万亿日元的收入规模,零部件与设备业务齐头并进 3.1.1、电子陶瓷之王,2018 财年收入 1.57 万亿日元 京瓷 1959 年起家,由日本“经营四圣”之一稻盛和夫创办,他曾自述:“1959 年,我 27 岁。当时只是一名陶瓷技术人员的我,在友人的帮助下, 与 7 名同伴一道,创办了京都陶瓷(京瓷株式会社的前身)。”京瓷以“The New Value Frontier”为品牌宣言,意为“不断创造新价值”,以自身的技术、视角,开拓适应时代和市场需求的价值,力争成为全球最有价值的品牌。 京瓷的初期定位以陶瓷技术为核心,此后正值日本乃至全球电子行业发 展的红利期,公司凭借准确的业务定位逐渐积累竞争优势,在做专做细陶瓷领域的基础上逐步扩大产能,不断向半导体、电子、太阳能等领域发散,成为如今的“电子陶瓷之王”。 2001 财年,京瓷集团的收入首次突破 1 万亿日元。2002 年,京瓷进入 全球 500 强企业,营业收益率名列全球第 19 位,资本收益率名列第 15 位, 领先三菱 10 位、日立 11 位、东芝 12 位、NEC13 位、三洋 15 位、松下 16 位、夏普 19 位、索尼 21 位。2018 财年,京瓷的营收达 15770 亿日元,营 业利润为 1318.7 亿日元,净利润为 817.9 亿日元。自 1992 财年起,26 年内京瓷的收入以 4.91%的 GAGR 实现稳定增长。 3.1.2、六大业务板块,以零部件为主要贡献来源 目前,京瓷已形成了两大类业务、六个子业务板块。第一大类为零部件, 包括汽车等工业零部件、半导体零部件和电子设备(即电子元器件)三个子 业务;第二大类为设备与系统,包括信息通信、办公文档解决方案、生活与 环保三个子业务。可以看出,京瓷专注于陶瓷技术,但产品涉及的领域很宽,包括电子、电信、办公设备、机械、陶瓷刀具、人造宝石等,具有稳定的业 绩保障,例如,著名的英特尔 CPU 就是采用了京瓷的精密陶瓷 IC 表面封装 技术。 从产品结构来看,京瓷的零部件(包括汽车等工业零部件、半导体零部 件和电子元器件)营收占比 53.9%,营业利润占比达到 71%,是主要的利润贡献来源。具体到元器件业务,京瓷的相关产品主要有电容器、SAW 元件、 水晶元件、功率器件、连接器等。2018 财年京瓷的元器件业务收入为 3051.45 亿日元(约合 185 亿人民币),同比增长 26.7%,营业利润为 472.85 亿日 元(约合 29 亿人民币),同比增长 54.7%,是公司增长最快的业务。 3.2、成长路径:零部件→终端产品→机器设备→系统产 品→服务贸易,即胜利方程式 3.2.1、2000 年之前,围绕零部件进行横向扩张 京瓷是以陶瓷技术为起点,逐步在横向上扩张产品领域,在纵向上打造 整条陶瓷产业链,因此京瓷的产品路径主要分为两个阶段,第一阶段为横向业务扩张(1959 年-2000 年),第二阶段为纵向延伸(2000 年至今)。 京瓷最初专门生产电子设备的陶瓷零部件,在陶瓷零部件行业做专做强 的同时,逐步涉足相关的陶瓷 IC 封装、陶瓷应用产品(切割工具、珠宝、 太阳能)等领域。80 年代,通过并购赛博电子、DDI、Elco 三家公司,京瓷进入电信设备和服务领域。90 年代,通过并购 AVX,京瓷强化了元器件的 生产。借助并购和自我发展,1995 年左右,京瓷的零部件和设备系统两大 类业务已经基本成型,除材料和零部件外,还拥有终端产品、机器设备等高 机能化、复合化产品。 3.2.2、2000 年之后,从零部件到产品成品纵向延伸 2000 年后,京瓷主要对下游市场进行纵向延伸,设备和半导体业务是 重点。2008 年京瓷收购松下的手机业务部门,进一步巩固在电信设备市场的地位。2009 年京瓷收购德国 TA 公司,2011 年在越南成立子公司,开拓 海外的信息设备业务,主攻打印机、多功能产品等。在半导体领域,自 2013 年起,京瓷相继开发了 PCB、有机基板、功率半导体业务,并将涉足领域进 一步拓宽至医疗健康领域。 总结来看,京瓷的“胜利方程式”可以归纳为“零部件→终端产品→机 器设备→系统产品→服务贸易”的产品扩张路径。在公司内部,京瓷一方面 利用独创的材料技术和先进的工艺,不断深入研发,挑战新技术,追求极限 性能,支撑业务纵向深入;另一方面又通过持续的创新推动,布局材料、半导体、电子、通信和信息设备、环境能源、医疗健康等产业链,实现市场的横向扩张。在外部市场,京瓷凭借对优秀企业的兼并收购,以及长远、准确的投资布局眼光,快速实现横、纵向发展,不断扩大集团优势。 3.3、成长基因:以京瓷哲学为根本,以技术与市场创新 为导向 3.3.1、卓越的领路人:稻盛和夫和他的京瓷哲学 稻盛和夫:京瓷文化的奠基人。提日本京瓷,不得不讲稻盛和夫。他 27 岁创办京都陶瓷株式会社(现名京瓷 Kyocera),52 岁创办第二电信(原名 DDI,现名 KDDI),两家公司都进入了世界 500 强。2010 年 1 月,稻盛和 夫出任破产重建的日航董事长,到 2011 年 3 月底共 424 天,一年创造了日航历史上空前的 1884 亿日元的利润(而前一年同期日航的亏损额也有约 1800 亿),拯救了日本航空。 “京瓷哲学”和“阿米巴经营”:支撑京瓷基业长青的企业文化。创业 之初,稻盛和夫一直在思考“经营应该依靠什么”,得出的结论是:“人心” 最为重要。这种“以心为本”的出发点孕育出了“京瓷哲学”和“阿米巴经营”,使得京瓷历经现代史上四次经济危机而屹立不倒,成为全球企业界的 神话。 “京瓷哲学”就是把“作为人何谓正确”作为判断事物的基准,强调在任何时候都要做到光明正大、认真努力,它既是人生哲学,也是经营哲学。京瓷哲学包含着“追求全体员工物质和精神两方面的幸福”、“知己和利他”、“敬天爱人”等等经营理念。所谓“敬天”,就是按事物的本性做事。所谓 “爱人”,就是按人的本性做人,稻盛和夫把“敬天爱人”落到了实处,他把员工利益放在股东利益之前,和合作者、供应商都保持着长期的关系。 “阿米巴经营”是稻盛在京瓷公司的经营过程中,为实现京瓷的经营理 念而独创的经营管理手法。在阿米巴经营中,把公司组织划分为被称作“阿 米巴”的小集体,每个阿米巴有 5 到 50 人不等,是独立的利润中心,集生 产、会计、经营于一体。各个阿米巴的领导者自行制定计划,进行业绩管理、 劳务管理,并依靠阿米巴成员的智慧和努力来完成目标。包括稻盛创立的京瓷公司、KDDI 以及稻盛主导重建的日本航空在内,目前已有 700 多家企业引进了阿米巴经营。 3.3.2、以技术创新和市场创新为先导,始终坚持精益求精 自成立之日起,创新精神就深深根植于京瓷的文化中。最初由于高科技陶瓷技术尚未成熟,稻盛和夫等创立者为了研制出符合订货厂家提出的高精密度产品,反复进行烧结,对陶瓷成品进行观察、比较、分析,在毫无经验可借鉴的条件下进行原发性创新,逐渐摸索出烧制高科技陶瓷的规律。 他们凭借研制出的电视映像管的主要零件 U 型绝缘体,成为了日本电视大厂松下的主要供应商。就这样,京瓷以市场创新为先导,以技术创新为动力,跨多 个领域的先进技术能力使其一直走在行业前沿。 市场创新,把握机遇。稻盛和夫拥有敏锐的市场洞察力,在他的领导下, 把握时机进行生产扩张并且迅速进入新领域成为京瓷一贯的战略。京瓷创立 仅一年就看到了美国市场对日企的重要作用,率先拿下了 IBM 的订单,随后 又把高科技陶瓷用于美国阿波罗,十年间一跃成为行业的中流砥柱,是日本最早实行国际化经营的企业。 20 世纪 80 年代,日本提出电电公社民营化改 革,为民营企业进入国营垄断的电信领域提供了机会,稻盛和夫看准了未来通讯技术发展的大趋势,冒风险创立了第二电信电话公司 DDI(现在的 KDDI),目前已成为仅次于 NTT 的第二大通讯公司。 注重研发,脚踏实地。京瓷得以不断推出领先行业的创新性产品,离不开高额的研发投入。2018 财年京瓷的研发支出达到 582.73 亿日元,占总营收的 3.7%,主要用于研发适用于通信、IoT 的新产品,以及 AI 机器人在提高内部生产力方面的应用。 京瓷的专利积累处于世界领先地位,在 2018 年 USA Today 发布的世界最具创新力的 50 家企业中,京瓷位列第 31 名。此 外,自 2014 年起,京瓷连续 4 年荣获科睿唯安(原汤森路透知识产权与科 技事业部)评选的“全球创新百强企业”称号。 精益求精,工匠精神,把产品做到极致。在技术领域,京瓷追求极致、 推陈出新,材料工艺在半导体、电信、打印机等各个领域遍地开花,产品细 节把控十分精准。例如,作为全球陶瓷刀具的巅峰之作,京瓷陶瓷刀具有HRA90 的高硬度,耐磨性是金属刀的 60 倍,可漂白除菌,此外还兼顾了刀刃厚度、刀柄手感、刀型美观等方方面面,获德国红点设计大奖。又如,京瓷 1984 年就推出了非晶硅感光鼓,秉持着“零废弃物”的产品理念,一直致力于开发长寿命非晶硅感光鼓来减小对环境的影响。 目前京瓷打印机使用 的是寿命 100 万页的 “LF 系列”,采用了京瓷独创的直流放电薄膜形成技 术与感光鼓表面高精度加工技术相结合的方式,是已知感光鼓中寿命最长 的。 3.4、未来方向:开辟新市场,提升内部效率 3.4.1、方向一:半导体、IoT & 汽车电子 半导体设备前景良好,京瓷加强布局精密陶瓷高性能零部件。根据 SEMI 调研,2017 年半导体加工设备的全球市场运货量达到约 6 万亿日元,为历史最高水平。京瓷预计该业务将继续上扬,而更复杂的半导体设备对精密陶瓷零部件的需求也相应更大。一方面,京瓷着重发力,扩大日本 Shiga Yohkaichi 工厂、Kagoshima Kokubu 工厂和美国华盛顿工厂、北加州工厂 的产能。另一方面,京瓷从研发入手,着重开发应用于下一代半导体加工设备(高级集成,包括微布线和 3D 结构)的零部件、材料和高附加值模组, 例如更耐高温和耐压的陶瓷电容器和连接器,以及分立器件和功率模块等功 率半导体。 IoT 大发展,通信与陶瓷封装业务并重。基于 IoT 领域巨大的发展前景, 京瓷未来将在相应的陶瓷封装和通信两大业务模块重点发力。在陶瓷封装业 务方面,京瓷 2018 年 4 月开始建造新工厂 Kagoshima Sendai,预计将于 2019 年 8 月投产。 同时,在有机多层封装业务中,京瓷加强了精细间距、 薄型、高精度倒片封装,以及具有高速信号和高带宽存储器的模块基板的开发。在通信业务方面,京瓷已提前布局 LPWA,并将利用在无线通信领域的 高耐用性和节能等技术,与其他公司合作开发日本市场的 Sigfox 服务,计划 在 2020 年 3 月之前实现日本范围内 99%的覆盖率。 发力与汽车相关的相机模组和 LED 陶瓷封装业务。自动驾驶对汽车识 别外部环境的能力提出了更高要求,京瓷致力于开发基于高级光学设计技术 的相机模组,并拓展高性能相机阵容,实现在黑暗中识别人物的身影和大小。 此外,京瓷预计未来车用 LED 陶瓷封装的市场将更加广阔,而公司已占有 全球车用 LED 陶瓷封装 90%以上的市场份额,未来将在此优势领域继续攻 克。京瓷计划借助相机模组和 LED 陶瓷封装业务大发展,2021 财年汽车领 域的收入在 2017 财年的基础上翻一倍。 3.4.2、方向二:优化成本,改革研发 在公司内部,京瓷将规范业务部门,大规模引入 RPA(机器人流程自动 化),实现各业务部信息充分共享,使生产效率翻倍。 ①AI 实验室:京瓷 2017 年 9 月首次开设了 AI 实验室,可以帮助各业 务部门进行自主设计、自主设备维护、提高检测精度。未来京瓷将进一步建 立专门为各部门提供 AI 工具的 AI 实验室,收集数据,并进行大数据的分析 和管理。 ②机器人中心:京瓷 2017 年 10 月引入了机器人,实现多样化模拟和生 产现场的技术检验。未来将支持各部门推进所有机器人活动,进行机器人的 活动测试等,实现机器人流程自动化在公司内的大规模应用。 京瓷计划 2019 财年投入 700 亿日元用于研发,并将改革研发结构,通 过准确把握市场需求,加速研发进程。具体来说,要将此前按业务部门分布 的销售和研发资源,针对 IoT、ADAS、能源、医疗健康等各个关键领域进行 重新分配,整合资源迅速布局汽车、5G 技术和下一代新能源技术的研发, 推出新产品抢占市场。 四、TDK:全球领先的磁性技术电子元件制造商 4.1、经营现状:1.27 万亿日元的收入规模,磁性技术实 力强大 4.1.1、磁性材料王者,2018 财年收入 1.27 万亿日元 1930 年,加藤与五郎和武井武两位博士发明了被称为铁氧体的磁性材 料,是世界上第一个铁氧体磁芯。1935 年为了将铁氧体商业化,由斋藤宪 三创办了东京电气化学工业株式会社(Tokyo Denki Kagaku Kogyo K.K)。铁氧体磁芯可以显著降低噪声,此后被广泛应用于电视机 CRT 管中的偏转 线圈磁芯。1983 年公司正式更名为 TDK 株式会社。 如今的TDK是一家全球领先的磁性技术电子元件制造商,公司口号是“Contribute to culture and industry through creativity”,即“通过创造为文化和产业做出贡献”。TDK 专注于 ICT(信息和通信技术)、汽车以及工业设备和能源行业,并正在进 入可穿戴设备和医疗保健市场,传感器、执行器、能源单元和下一代电子元 件是开发新市场的重点。 TDK 实现了四项世界级创新,包括铁氧体、磁带、多层材料和磁头。1966 年 TDK 开发出第一款日本制造的盒式磁带,彻底改变了音乐生活。1980 年, TDK 通过构建电线层,推出世界上第一个多层芯片电感器,推翻了“线圈用于缠绕的传统理念”。硬盘驱动器(HDD)是用作个人计算机等设备中的大 容量记录介质,HDD 磁头的制造需要纳米级薄膜技术,TDK 拥有世界上最 高水平的技术实力。 15 年内以 5.03%的 GAGR 实现增长,公司市值 1.14 万亿日元。2018 财年,TDK 的营业收入为 1.27 万亿日元,同比增长 7.93%,净利润 635 亿 日元。公司预计 2019 财年的营业收入将增长至 1.34 亿日元,净利润为 700 亿日元。自 2003 财年起的 15 年内,TDK 营收以 5.03%的年复合增长率稳定增长。截至 2019 年 2 月 18 日,TDK 的市值达到 11442.8 亿日元,约合 人民币 701.6 亿元。 4.1.2、4 大产品类别,磁性材料技术是优势 TDK 产品群主要涵盖了四大产品,分别为被动元件、传感器应用产品、 磁性应用产品以及薄膜应用产品。被动元件主要包括陶瓷电容器、电感装置、 高频元器件、压电材料产品和电路保护元件等。磁性应用产品主要包括 HDD 磁头、磁体、电源,其中 HDD 磁头在行业中占据明显优势地位。传感器应 用产品方面,TDK 是全球温度传感器的主要厂商之一,此外,利用 TDK 在 TMR 技术方面的优势,公司的磁传感器可以实现高精度的角度测量。 从产品结构来看,2018 财年被动元件的营收占比为 34.4%,比重最大, 重点关注车用和工控领域的电容器产品;薄膜应用产品占比次之,约为 29.2%,并且业务增长较快,同比增长 49.8%;磁性应用产品占 26.2%,在工业设备需求增长的带动下,磁体和电源产品表现良好;传感器应用产品营收占比最小但增长最快,占比仅为 6.1%,营收同比增长 80.9%,主要得益 于并购 InvenSense 公司,未来 TDK 将积极开发 IoT 等新领域的客户。 4.2、成长路径:从自主研发到并购整合 4.2.1、2000 年之前,由磁芯技术出发布局元器件 以 2000 年为分水岭,TDK 的成长路径大致有两阶段,前期以磁性材料 技术起家,通过自主产品研发来积累优势、扩大规模,后期则主要通过多次 并购迅速进行业务扩张。 自 1935 年至 2000 年,TDK 主要将铁氧体磁芯推广到市场,并依靠在 磁性材料技术方面的技术优势,自主研发新产品。1935 年至 1950 年,TDK 建造了平泽工厂、Kamata 工厂大量生产铁氧体磁芯用于无线电调谐单元,1939 年日本海军技术学院采用铁氧体磁芯用于海洋无线电。 50 年代,TDK 进入被动元件领域,推出了陶瓷电容器和圆盘型电容器,并开始发力磁带产 品。60 年代 TDK 继续在磁性材料技术产品方面扩大优势,推出了钡铁氧体 磁芯、磁头、盒式磁带。磁带产品的推出开启了 TDK 的记录媒体业务,盒 式磁带帮助 TDK 把握住了随身听音乐时代浪潮,并为 TDK 此后 30 年间进 入录像带和光盘市场积累了经验。 70 年代至 90 年代,元器件产品线也不断 丰富,电感、MLCC、多层集成器件等产品相继面世。至此,TDK 的被动元件和磁性产品两大核心业务基本成型。 4.2.2、2000 年之后,借助跨境并购扩大业务范围 2000 年之后,TDK 借助多次并购进行公司业务整合。2005 年通过收购 Ampere Technology Ltd. (ATL),加强公司在能源领域的材料技术,目前 TDK 已成为聚合物锂电池的龙头之一。同年,TDK 收购 Lambda Power 两家公司,借助 TDK 先进的材料技术,进军电源设备行业。 2008 年,TDK 以 12 亿欧元收购德国 EPCOS 公司,与电子元器件部门 合并组建全新子公司。EPCOS 的强项产品面向工业电子、汽车电子和通信, 而 TDK 的 MLCC、磁性材料等在消费电子和 IT 应用市场占有很大的份额;TDK 在磁性、陶瓷等材料研究方面拥有先进的技术,而 EPCOS 则在模块技 术方面全球领先。两者的合并优势互补,进一步强化了 TDK 在电子元器件 市场的领先地位。 2016 年, TDK 公司和高通组建合资公司 RF360 Holdings,为移动设备和其它产品开发无线组件,本次合作高通将能够参与快速增长的滤波器和模块市场,而 TDK 将获得高通的资金支持,提高在产品开发和固定设备的投入。 近两年 TDK 在传感器领域频繁进行收购。2016 年 TDK 以 2.1 亿美元收 购瑞士传感器厂商 Micronas,同年又以 5130 万美元收购了法国 MEMS 传 感器制造商 Tronics。2017 年,TDK 斥资 13.3 亿美元收购美国芯片制造商 InvenSense ,InvenSense是加速度计、陀螺仪、电子罗盘和麦克风等MEMS 传感器市场领导企业,具有扩展性非常好的 CMOS/MEMS 平台,并且曾是苹果(Apple)的主要供应商之一,此次收购大大加强了 TDK 在传感器技术 方面的实力。 除此之外,TDK 又收购了专攻 ASIC 开发与供应,以及客制化IC 设计服务的 ICsense,其核心专业能力包括传感器与 MEMS 介接、高压 IC 设计、电源与电池管理等,为 TDK 业务形成了优势互补。 4.3、成长基因:五大技术核心,think big, do small 从作为起点的磁性材料制造,到电子元件的叠层产品系列、薄膜产品系 列,以及通过每个电子的旋转而储存信息的自旋电子学技术,TDK 运用各种纳米技术,向磁性材料所具备的所有不可能性不断发起挑战。 在长期的发展过程中,TDK 逐步建立起了五大技术核心,通过这些技术 核心建立起了庞大的业务布局。 材料技术:80 多年历史于技术的结晶。TDK 在材料领域不断追求精益 求精,从原子层面追求材料的各种特性,不断满足各种先进需求。例如,在 材料设计阶段,TDK 通过主要原料的配方和微量添加物的控制,来实现所需 的特性。这些是历经 80 多年、并通过不断的研发所积累起来的技术诀窍, 是其他企业所无法效仿的。 加工技术:实现纳米级控制。在拥有好材料的基础之上,能最大限度地 挖掘出材料特性地便是加工技术。TDK 独创地薄膜加工技术使自旋电子学等 纳米级控制成为可能,从而创造出最先进地电子元件。 评价&模拟技术:用以正确分析纳米级的极限精度。无论多么卓越的材 料或加工技术,如果没有正确评价和模拟技术,就无法成功开发产品。TDK 的评价模拟技术被广泛应用于从材料分析、产品构造、热量和磁场分析,到 应用电波暗室的噪音测定和抑制之中。 产品设计技术:创意创造价值。在理解产品的应用方法基础之上,将各 种已上线的材料、电子元件整合起来,以制造出安全可靠的电子设备和最佳 组合模块的技术。与此同时,通过定制化的软件来充分发挥电子设备和的特 长,进一步增强产品的性能。 生产技术:公司自制产品生产设备。优秀产品的制造需要优秀的生产设 备,在开发独有生产工艺的同时,也在公司内部制造实现这一工艺的生产设 备,这成为了 TDK 生产制造的特色和极大的优势。通过设备自制,TDK 可 以推行从材料到产品的一体化生产,强化品质与性能。 4.4、未来方向:以汽车、ICT 和工业设备与能源为三大 目标市场 4.4.1、方向一:汽车电子 随着汽车自动驾驶等功能的增加,以及电气元件的引入,下一代环保型汽车(包括纯电动汽车、混合动力汽车、插电式混合动力汽车和燃料电池电 动车)将占据越来越大的市场份额,车载电子元件的需求也将不断增加。TDK 提供的钕磁铁、铁氧体磁铁以及电容、电感、传感器等各类汽车电子元件可 以承受汽车振动、冲击、发动机发热等严苛的使用环境。此外,TDK 先进的 铁氧体和其他材料技术还可以提高混合动力汽车的燃油效率。 汽车电源在冷冻或炎热的环境条件下都要保持正常工作,但普通的铁氧 体只能在 60℃-100℃的温度条件下使用。TDK 采用铁氧体、变压器和热模 拟技术开发出了适用于更宽温度范围的特殊材料,能够为混合动力电动汽车 提供小型、轻便、高效的耐热 DC-DC 转换器,可在-40℃-120℃的温度下工 作,现已成为行业的领导者。 4.4.2、方向二:ICT(信息和通信技术) TDK 预计,在智能手机和其他通讯类产品市场不断扩大的推动下,电子 元件需求将持续增长。TDK 为移动通讯设备提供的零部件多达 300 个左右, 例如,TDK 的多层芯片组件能够显著减小移动设备的尺寸和重量,多种噪声 抑制组件也被广泛应用。 作为全球第一的硬盘用磁头供应商,TDK 新开发出了“热辅助”技术用 于提高硬盘驱动器容量。大数据的到来使得数据中心生成和处理的数据量呈 指数增长,也因此带来对更高的数据记录容量的需求,传统的垂直记录方法 开始出现限制,为此,TDK 转向硬盘驱动器磁头,开发出完全不同的“热辅助磁记录”技术,这一技术将帮助笔记本电脑 1TB 硬盘时代的到来。 4.4.3、方向三:工业设备与能源 新能源发展为电子元器件行业带来广阔需求。根据全球风能委员会的估 计,相比 2017 年,2021 年的全球风电装置将增加 27%。TDK 可为太阳能、 风能和其他自然能源的利用提供材料技术和电力电子方面的支持,例如在电 力调节器(逆变器)中使用广泛的 MLCC、铝电解电容、薄膜电容、变压器 和压敏电阻等被动元件,以及在风力发电机中常用的磁铁磁芯产品。 五、启示:从日本龙头看元器件行业经营之道 5.1、做强:精益求精,从源头打造核心竞争力 通过梳理村田、京瓷、TDK 这三家日本元器件龙头企业的发展历程,我们发现,想在元器件行业立足,首先需要有精益求精的追求,打造技术上的核心竞争力。 元器件行业是个技术密集型的行业,技术是这个行业的根本。同时元器 件尽管体积小、价值量低,但却在电路中起着非常关键的作用,所以下游客 户对于品质的要求很高。这样的特点决定了优秀元器件企业都是从源头上打 造自身的核心竞争力。 我们前面已经分析过,元器件行业的技术难点和门槛就在于材料、设备、 工艺三个环节的 Know-How 积累。日本龙头企业之所以能做到领先全球,就 是因为在这三个方面拥有强大的实力。 在材料领域,村田的陶瓷材料、射频材料技术实力强大;京瓷持续专注 于陶瓷材料,成为全球龙头;TDK 则是磁性材料方面的专家。 在设备领域,村田、京瓷、TDK 均普遍采用自研设备,并不对外申请专 利,以避免通过专利泄露自己的设计。 在工艺环节,三家日本龙头公司在各自领域均积累多年,对每个环节的 良率和品质控制均炉火纯青,所以才能做出最高品质的产品。 5.2、做大:横向扩张+纵向深化,持续扩大企业规模 我们通过梳理发现,日本龙头元器件厂商均具有非常庞大的产品线,从不单独专注于某一产品。这是因为不同元器件产品之间均具有相似性,所以 当厂商在某种元器件领域积淀了较强的实力之后,就可以凭借技术积累进行 延伸,从而扩大自己的市场规模。 第一种延伸是横向扩张,从单一产品向更多产品扩展。尽管不同元器件 在原理上具有很大的差异,但是在制造上都是相似的,都主要包括材料、设 备和工艺三个主要技术难点。所以当厂商在某个领域具有很强的实力之后, 就可以基于这种技术能力进入更多的产品,从而实现市场规模的扩大。 例如对于村田而言,在掌握了陶瓷电容器的技术之后,就可以向具有相 似技术特点的滤波器、石英晶体、电阻器等领域扩张;京瓷则是基于自己对 于电子陶瓷的深刻理解,向下游的半导体、汽车、工业等多领域扩张;TDK 则是专注于磁性材料领域,从铁氧体磁芯向电感、电容、磁带、磁头等多领 域延伸。第二种延伸是纵向深化,从元器件向解决方案延伸。 这是因为当厂商拥 有多种产品线之后,就可以把这些产品组合成解决方案推广给客户,增强对 客户的黏性,同时也符合电子产业轻薄化的发展趋势。 例如村田就基于自己在射频滤波器领域的积累,推出射频前端模组解决 方案,契合了下游客户在 5G 时代对于轻薄和高度集成的需求;京瓷则从电 子陶瓷产品向通信模组领域前进;TDK 则是从铁氧体磁性材料向光盘、磁带 等下游领域扩张。 通过横向扩张和纵向深化,元器件企业在保证技术实力的前提下实现了 规模的大幅扩张,保证了自己的持续增长,这也是日本元器件行业存在众多 巨头公司的原因。 








































- 人脉
- 订单
- 资讯
- 企业
- 招聘
- 人才

- 【订阅号】

- 【服务号】

- 【官方微博】

- 【微信小程序】

- 【手机APP】




