











模切刀作为在模切机中重要的组成部分,也是模切过程中必不可少的工具,对于模切过程起到了非常重要的作用。优质的模切刀,不仅能直接提升模切效率,而且能大大降低模切不良问题的概率。下面模切之家带您了解一下,关于模切刀,哪些知识是你必须知道的?
模切刀的要求
模切刀的好坏将影响着整个模切机的工作效率,模切刀性能要求是要求钢制材料均匀、刀身与刀锋的硬度组合适当、规格准确、刀锋经淬火处理等。优质的模切刀其刀锋硬度通常明显高于刀身硬度,这样既便于成型,又提供了较长的模切寿命。
模切刀的分类
模切刀根据使用的功能不同分为:有刀锋小,不是很锋利的低峰刀,一般用于一些厚度较小的材料时使用的刀具。有为厚材料设计的高峰刀。还有用于闭合性材料的模边或者是枝边场合的单边刀。
模切刀根据功能不同可分为平版模切刀、圆压圆模切刀(如尖齿刀、优力刀等)、特殊效果刀(如点线刀、波纹刀等)。
模切刀的厚度常用模切刀、压痕线的厚度规格见下表

模切刀的高度
专业的模切刀制造公司可以提供各种高度的模切刀,最常用模切刀片的高度为13.80mm。根据模切机和被模切材料的特点,以及模切效果要求,其它常用的高度还有23.60mm、30mm、35mm、40mm、50mm等。常用厚度模切刀、压痕线的高度见表2:

如今在模切行业中应用最广泛的一种模切刀就是低峰刀,这种模切刀虽然刀锋很小,看似不够锋利,实际上,在模切 450g/m2以下的卡纸或一些厚度小于0.5mm的材料时,选择低峰刀是最为理想的,厚度稳定的刀刃支撑为压力的传送起到了很好的作用。常用低峰刀的角度为520,是非常稳定的基础角度。刃角越小,其模切阻力越小,自然更加锋利、易于切穿。但是,刃角越小,保证其锋利和刃口正确的拉削工艺越难。磨制刃口的420刀片制造工艺相对简单,目前已经有多家公司可以生产,但其刀片性能比拉削方式制作的刀片要逊色不少。以拉削方式制造的420刀片具有在模切卡纸时寿命长、可减少纸粉的显著特性;
高峰刀是为模切厚材料而设计的,其修长的刀锋可以极大地减少模切阻力,减小模切压力,同时给厚材料提供一个良好的切边;单边刀用于闭合形材料的模切或者要求切边是直边的场合;单边高峰刀用于模切厚材料。
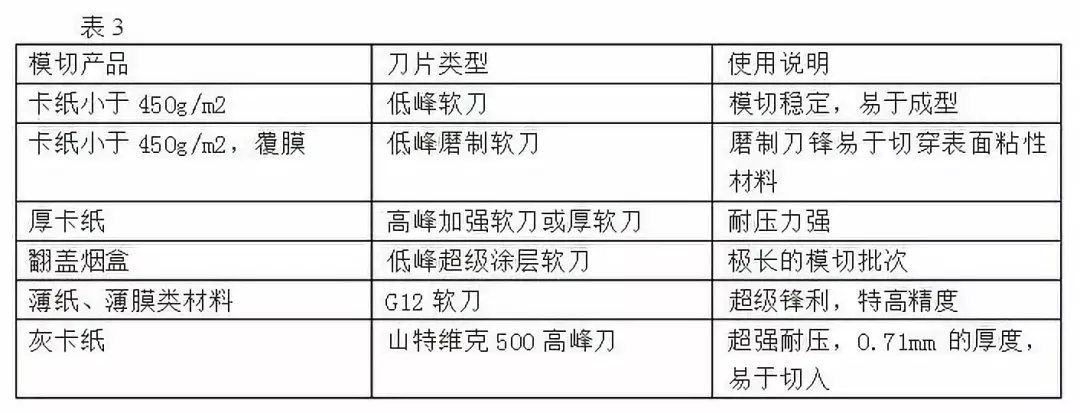
刀片类别
刀片的类别基本上是以刀身和刀刃的硬度以及刀片刀用材质的结构区分的,通常分为刀刃淬火和不淬火两大类刀片。 淬火的刀刃与柔韧的刀身相结合,实现了刀片弯曲性与耐用性的良好结合。以上两大类刀片根据用途的不同分为表3所示的几种,在模切不同的产品时,它们有不同的表现。
模切刀的存放和保养
无论哪种切割工具,都是用钢材料纸制成的,因此需要特别注意其使用和维护。正确使用和良好的维护习惯可使模切刀效率更高,使用寿命更长。这个使用和保养,要从不同的方面进行。
在模切刀存放的过程中,为了防止刀刃生锈要选择阴凉干燥的地方存放,可以下刀刃处刷上一层薄薄的机油,让后使用供应商提供的包装包起来,使刀刃不要接触其它坚硬的物品。在运输的过程中要用合适的箱子,并且要用塑料泡沫包装好了,是模切刀在箱内固定。
在模切机中使用模切刀,要坚持使用厂家提供的滚肩刮拭毛毡,定期给模切刀滴适量润滑油,以保持模切刀滚肩与底砧辊表面的清洁,且在两者间形成一层薄薄的油膜,改善模切刀滚肩与底砧辊表面的耐磨损性能。使用过程中有作好记录的习惯,观察模切刀的磨损情况,必要时及时更换齿轮。模切时,切记要均衡施加压力,模切刀表面贴一层包补可减少冲击,也可以将小的碎纸片弹出来。参考记录,就可以知道在今后生产中何时需要修磨模切刀,何时要订购新的模切刀,避免发生耽误生产或浪费等现象。
正确的保养和存放方式,能大大提高模切刀的使用寿命,让模切刀保持良好的模切性能。而根据不同的材料需求选择不同类型的模切刀,也能让模切刀最大程度上发挥作用,完成各种模切要求。以上就是关于模切刀的相关介绍,更多模切相关资讯与百科,请上模切之家网站/app查看。
更多相关阅读:





